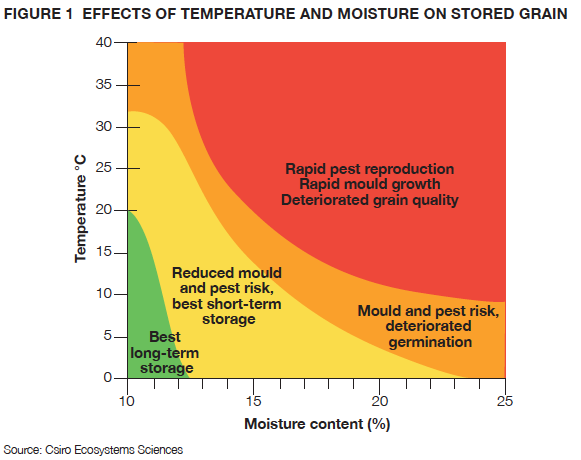
Grain at typical harvest temperatures of 25–30°C and moisture content greater than 13–14 per cent provides ideal conditions for mould and insect growth (see Figure 1). There are a number of ways to deal with high-moisture grain — the key is to act quickly and effectively.
Key Points
- Deal with high-moisture grain promptly.
- Monitoring grain moisture and temperature regularly (daily) will enable early detection of mould and insect development.
- Aeration drying requires airfl ow rates in excess of 15 litres per second per tonne.
- Dedicated batch or continuous flow dryers are a more reliable way to dry grain than aeration drying in less-than-ideal ambient conditions.
Managing moisture quickly
A Department of Employment, Economic Development and Innovation (DEEDI) trial revealed that high-moisture grain generates heat when put into a confi ned storage, such as a silo.
Wheat at 16.5 per cent moisture content at a temperature of 28°C was put into a silo with no aeration. Within hours, the grain temperature reached 39°C and within two days reached 46°C providing ideal conditions for mould growth and grain damage. Grain that is over the standard safe storage moisture content of 12.5 per cent can be dealt with by:
- Blending — mixing high-moisture grain with low-moisture grain, then aerate.
- Aeration cooling — grain of moderate moisture, up to 15 per cent moisture content, can be held for a short term under aeration cooling until drying equipment is available.
- Aeration drying — large volumes of air force a drying front through the grain in storage and slowly removes moisture. Supplementary heating can be added.
- Continuous flow drying — grain is transferred through a dryer, which uses a high volume of heated air to pass through the continual flow of grain.
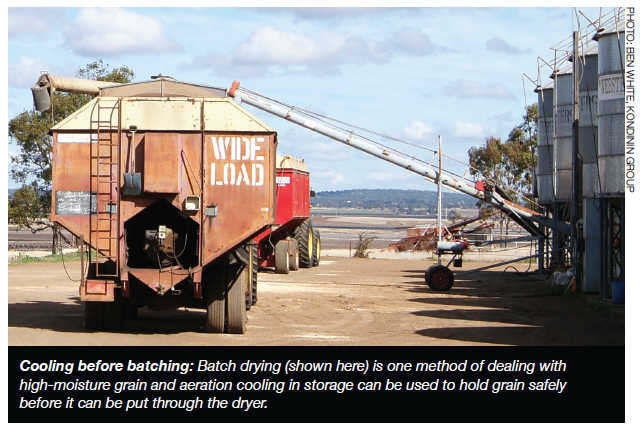
- Batch drying — usually a transportable trailer drying 10–20 tonnes of grain at a time with a high volume of heated air, which passes through the grain and out perforated walls.
Blending
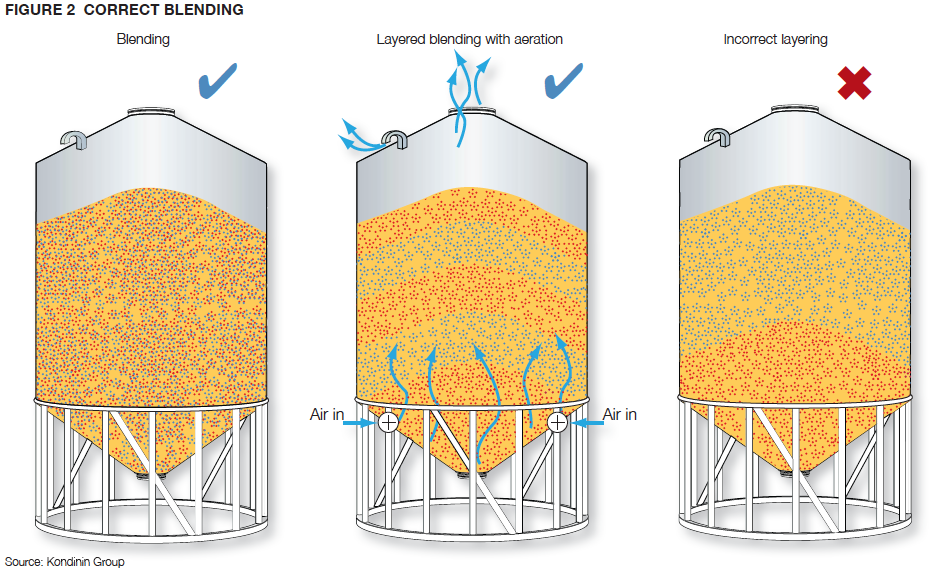
Blending is the principle of mixing slightly over-moist grain with lower-moisture grain to achieve an average moisture content below the ideal 12.5 per cent moisture content. Successful for grain moisture content levels up to 13.5 per cent, blending can be an inexpensive way of dealing with wet grain, providing the infrastructure is available. Aeration cooling does allow blending in layers but if aeration cooling is not available blending must be evenly distributed (see Figure 2).
Holding high-moisture grain with aeration cooling
Aeration cooling can be used to reduce the risk of mould and insect development for a month or two until drying equipment is available to dry grain down to a safe level for long-term storage or deliver. In most circumstances, grain can be stored at up to 14–15 per cent moisture content safely with aeration cooling fans running continuously, delivering at least 2–3 litres per second per tonne. It is important to keep fans running continuously for the entire period, only stopping them if the ambient relative humidity is above 85 per cent for more than about 12 hours, to avoid wetting the grain further.
Aeration drying
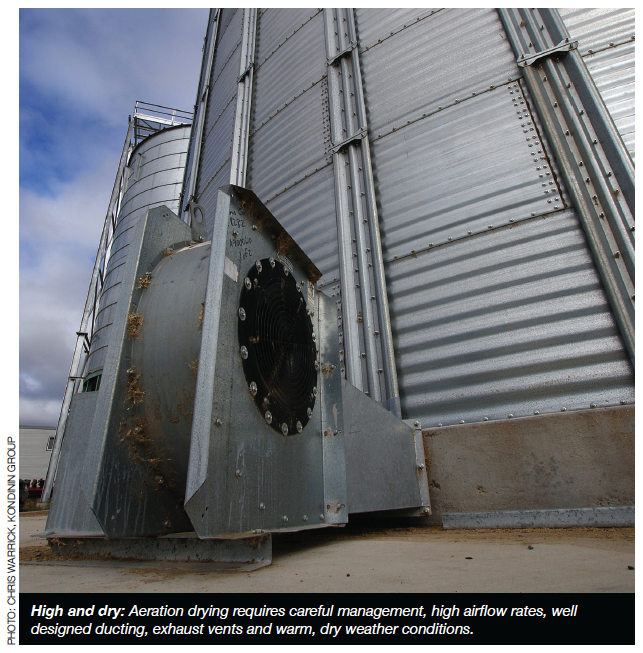
Aeration drying relies on a high air volume and is usually done in a purpose-built drying silo or a partly filled silo with high-capacity aeration fans. Aeration drying is a slow process and relies on four keys:
- High airflow rates.
- Well designed ducting for even airflow through the grain.
- Exhaust vents in the silo roof.
- Warm, dry weather conditions.
It is important to seek reliable advice on equipment requirements and correct management of fan run times, otherwise there is a high risk of damaging grain quality.
High airflow for drying
Unlike aeration cooling, aeration drying requires high airflow, in excess of 15L/s/t, to move drying fronts quickly through the whole grain profile and depth and carry moisture out of the grain bulk. As air passes through the grain, it collects moisture and forms a drying front. If airflow is too low, the drying front will take too long to reach the top of the grain stack – often referred to as a ‘stalled drying front.’ Providing the storage has sufficient aeration ducting, a drying front can pass through a shallow stack of grain much faster than a deep stack of grain. As air will take the path of least resistance, make sure the grain is spread out to an even depth.
Ducting for drying
 The way to avoid hot spots is with adequate ducting to deliver an evenly distributed flow of air through the entire grain stack. A flat-bottom silo with a full floor aeration plenum is ideal providing it can deliver at least 15L/s/t of airflow. The silo may only be able to be part filled, which in many cases is better than trying to dry grain in a cone-bottom silo with insufficient ducting.
The way to avoid hot spots is with adequate ducting to deliver an evenly distributed flow of air through the entire grain stack. A flat-bottom silo with a full floor aeration plenum is ideal providing it can deliver at least 15L/s/t of airflow. The silo may only be able to be part filled, which in many cases is better than trying to dry grain in a cone-bottom silo with insufficient ducting.
Venting for drying
Adequate ventilation maximises airflow and allows moisture to escape rather than forming condensation on the underside of the roof and wetting the grain on the top of the stack. The amount of moisture that has to escape with the exhaust air is 10L for every one per cent moisture content removed per tonne of grain.
Weather conditions for drying
For moisture transfer to occur and drying to happen, air with a lower relative humidity than the grain’s equilibrium moisture content must be used. For example, Table 1 shows that wheat at 25°C and 14 per cent moisture content has an equilibrium point of the air around it at 70 per cent relative humidity. In order to dry this wheat from its current state, the aeration drying fans would need to be turned on when the ambient air was below 70 per cent relative humidity.
Phase one of drying
Aeration drying fans can be turned on as soon as the aeration ducting is covered with grain and left running continuously until the air coming out of the top of the storage has a clean fresh smell. The only time drying fans are to be turned off during this initial, continuous phase is if ambient air exceeds 85 per cent relative humidity for more than a few hours.
Phase two of drying
By monitoring the temperature and moisture content of the grain in storage and referring to an equilibrium moisture table, such as Table 1, a suitable relative humidity trigger point can be set. As the grain is dried down the equilibrium point will also fall, so the relative humidity trigger point will need to be reduced to dry down the grain further. Reducing the relative humidity trigger point slowly during phase two of the drying process will help keep the difference in grain moisture from the bottom to the top of the stack to a minimum, by ensuring the fans get adequate run time to push each drying front right through the grain stack.

Supplementary heating
Heat can be added to aeration drying in proportion to the airfl ow rate. Higher airfl ow rates allow more heat to be added as it will push each drying front through the storage quick enough to avoid over heating the grain close to the aeration ducting. As a general guide, inlet air shouldn’t exceed 35°C to avoid over heating grain closest to the aeration ducting.
Cooling after drying
Regardless of whether supplementary heat is added to the aeration drying process or not, the grain should be cooled immediately after it has been dried to the desired level.
Dedicated drying machines
Dedicated drying machines are the next step up from aeration drying because they rely far less on the ambient conditions. For growers and bulk handlers who have large volumes of grain at high moisture contents, (above 16 per cent) dedicated drying machines are a more reliable option to dry grain quickly.
Batch drying
Designed for drying high-moisture grain in moderate quantities, batch dryers can typically remove about 3 per cent moisture content from 8–10t/hr depending on the type of grain, size of dryer and the ambient conditions. A batch of grain is put into the dryer, usually with mesh walls, and high volumes of pre-heated air are forced through the grain to dry it quickly. After grain is dried to the desired level the heater is turned off and the fan is left running for a period of time to cool the grain before augering it back into storage.
Continuous flow drying

At the higher end of the grain drying equipment scale, continuous flow dryers are the most efficient way to dry large quantities of high-moisture grain. Typical operating capacity removes 3 per cent moisture content from 10–37t/hr depending on the type of grain, size of dryer and ambient conditions. Continuous flow dryers blow pre-heated air through a stream of grain before another fan blows cool air through the grain just before it leaves the dryer. The efficiency of a continuous flow dryer is largely due to the fact that the heaters remain on for the whole time and grain never stops moving.
