Philip Burrill demonstrates how to monitor grain for pests using a seive.
Philip Burrill demonstrates how to monitor grain for pests using a seive.
Source link GRDC
Results of trial fumigations conducted in 1,400 t silos to test the capability of these large storages have led the following conclusions:
There are very few options available to growers to control storage pests when an infestation has been detected. Phosphine, sold in solid formulation of aluminium phosphide (AlP) under the trade names such as phostoxin® or fumitoxin® is by far the most common disinfestation treatment for stored grain.
The label was first written in the 1970’s for relatively small silos and other storages. A significant number of growers are now investing in large capacity (e.g. 1,500 t), flat bottom silos for storing grain on farm. We do not know whether the label directions are appropriate for these larger storages.
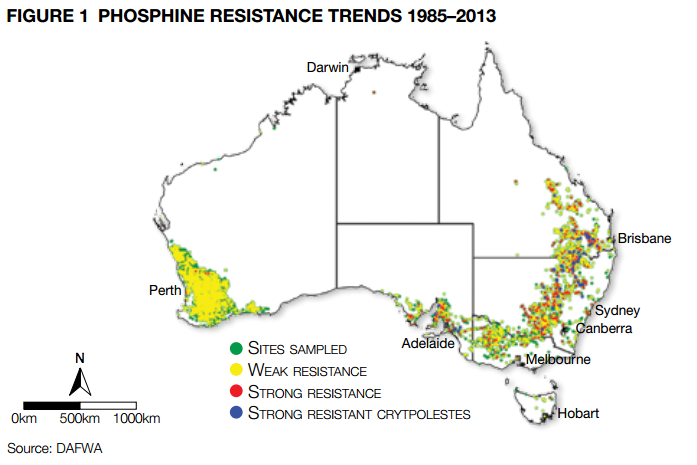
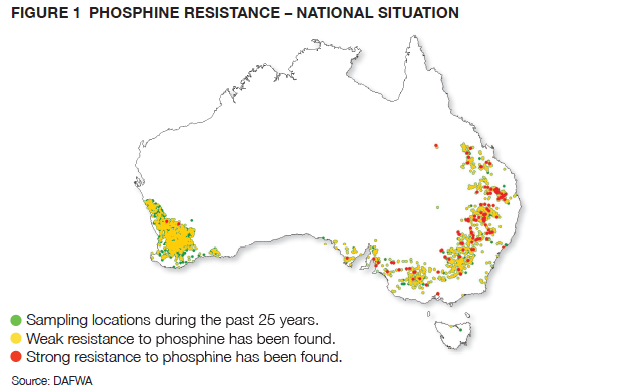
Coupled with this uncertainty is the development of strong phosphine resistance in the rusty grain beetle. The resistant populations of the rusty grain beetle, found at a number of sites in eastern Australia, are significantly harder to control than other pests and label rates may need to be updated.
Fan forced recirculation of gas in large silos helps to distribute phosphine and has been advised for some time. Recirculation is not a requirement on the current label but may be a cost effective way to perform better fumigations.
The aim of this trial was to answer the following questions:
Two silos, labelled A and B, were fumigated at label rates. The phosphine in silo A was dispersed by natural means (passive fumigation). The gas in silo B was recirculated (active fumigation) for the first five days of the fumigation. Phosphine concentrations were monitored at four centre sampling points (headspace and at 9, 5, and 1 m above the floor) and at three points around the base wall (North, 120° and 240°) of each silo. Silo A had a Pressure Half Life (PHL) of 7 minutes and 35 seconds and silo B had a PHL of 2 minutes and 10 seconds. Both silos were leaking air at the silo base entry door during the pressure tests indicating a location for potential gas loss and dilution of gas with fresh air from outside.

Figure 1. Phosphine concentrations measured in silo A (passive fumigation). The silo had a pressure half-life of 7 minutes and 30 seconds. The dosage (concentration x time) required to control phosphine-resistant lesser grain borer is indicted by the blue box and for phosphine-resistant rusty grain beetle by the red box.
Figure 2. Phosphine concentrations measured in silo B (active fumigation). A recirculation system with an air-flow rate of 0.013 L/s/t was fitted to the silo and was run for the first five days of the fumigation. The silo had a below standard pressure half-life of 2 minutes 10 seconds. The dosage (concentration x time) required to control phosphine-resistant lesser grain borer is indicted by the blue box and for phosphine-resistant rusty grain beetle by the red boxes. Two alternative strategies to meet the required dose to control phosphine-resistant rusty grain beetle are shown. That is, a higher concentration, shorter exposure period and a lower concentration, longer exposure period.
Based on these conclusions, options for updating the label to ensure control of phosphine resistant rusty grain beetle include:
Increasing the application rate (option 1) may be possible but would require APVMA approval and may require significant industry input to undertake residue testing etc. Increasing fumigation period (option 2) is viable but fumigations may become too long to be practical. This option is heavily reliant on silos being sealed to the Australian standard of a 5 min pressure half-life. Mandating recirculation (option 3) would require a small capital cost to retrofit silos. Increasing the application rate in conjunction with active fumigation (option 4) could reduce fumigation times to a week or less.
A number of issues would need to be resolved if any changes are to be made to the label:
Increase application rate
Increase fumigation time
Active recirculation
Pressure tests were carried out on silos A and B before the fumigation and at the end of the fumigation before venting to measure silo gas-tightness. Silos were sealed and pressurised using a cordless leaf blower. Internal pressure was measured using a digital manometer (Exotech HD755) connected to the plumbing of the pressure relief valve which comes from the headspace down the side of the silo.
Figure 3. Pressure loss from silo A demonstrates that pressure is lost at a fast rate at higher pressures compared to lower pressures. The rate of pressure loss slows down as the pressure gets closer to atmospheric. This is why it is important to conduct pressure half-life tests using the industry AS2628 standard test method, 250 to 125 Pa.
A tube was connected to the pressure relief downpipe to 0.37Kw power fan (F370 Downfield, Toowoomba) positioned between the two aeration ducting trenches of the silo (Figure 4). A two way splitter was fitted to the end of a PVC pipe and two 50 mm tubes of equal length was connected to the silo aeration ducting using standard plumbing fittings. Valves (50mm) made it possible to seal the silo at the aeration ducting and isolate the fan for removal. (The short length of white PCV pipe (ID 0.15 m) was fitted to the output side of the fan for the purpose of measuring air flows during the trial.)
Figure 4. Philip Burrill (DAF Qld) measuring air-flow in the recirculation system. For easy to follow details on how to measure air-flow in silos see this link to the Stored Grain website on Testing Aeration.
The research was part of the project PBCRC3150 “An integrated approach to manage and resistance to phosphine in stored grain” supported by the PBCRC of which the GRDC is a partner. Trial fumigations were conducted at Balarang Lands (Weemelah) owned and operated by Jason and Lisa Orchin. We thank them for their support. The authors wish to thank Peter Hobday from AgriStorage and Logistics for assistance conducting the trial.
Andrew Ridley
Department of Agriculture and Fisheries, Queensland
EcoSciences Precinct, Boggo Road, Dutton Park
Mb: 0491 215 268
Ph: 07 3255 4442
Email: andrew.ridley@daf.qld.gov.au

KEY POINTS
The combination of meticulous grain hygiene plus well-managed aeration cooling generally overcomes 85 per cent of storage pest problems. For grain storage, three key factors provide significant gains for both grain storage pest control and grain quality – hygiene, aeration cooling and correct fumigation.

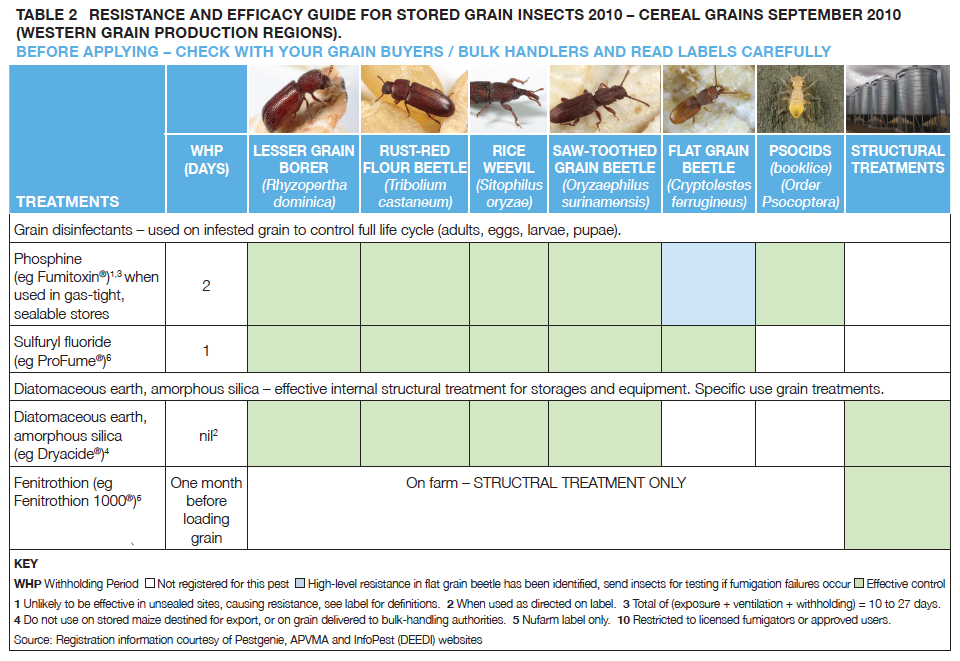
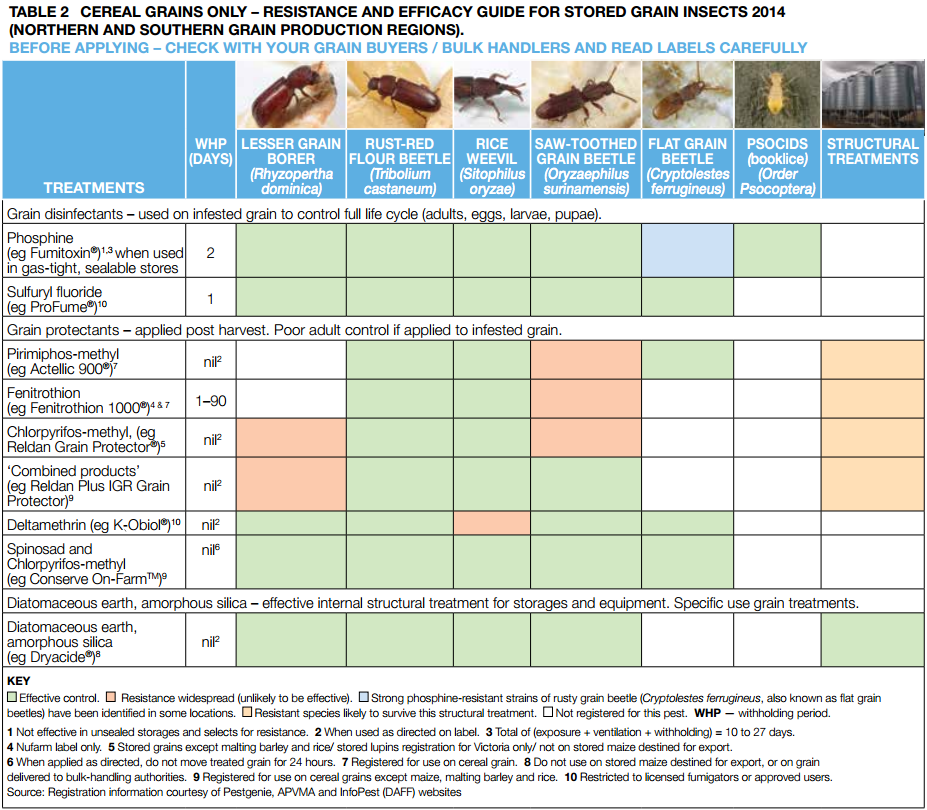
The first grain harvested is often at the greatest risk of early insect infestation due to contamination. One on-farm test found more than 1000 lesser grain borers in the first 40 litres of wheat passing through the harvester. Remove grain residues from empty storages and grain handling equipment, including harvesters, field bins, augers and silos to ensure an uncontaminated start for new-season grain. Clean equipment by blowing or hosing out residues and dust and then consider a structural treatment (see Table 2, page 2). Remove and discard any grain left in hoppers and bags from the grain storage site so it doesn’t provide a habitat for pests during the off season.
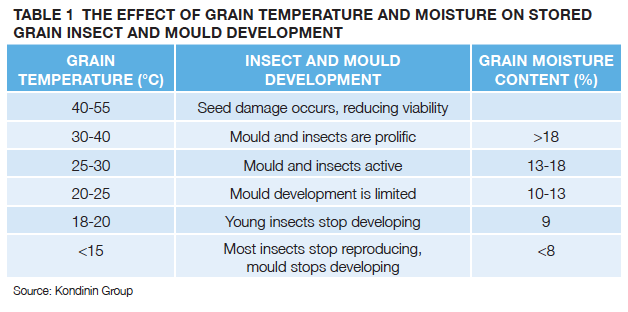
Freshly-harvested grain usually has a temperature around 30°C, which is an ideal breeding temperature for storage pests (see Table 1). Studies have shown that rust-red flour beetles stop breeding at 20°C, lesser grain borer at 18°C and below 15°C all storage pests stop breeding.
Aim for grain temperatures of less than 23°C during summer and less than 15°C during winter. When placing grain into storage, run aeration fans continuously for the first 2-3 days to push the first cooling front through the grain and to create uniform moisture conditions. Then run the fans during the coolest 9-12 hours per day for the next 3-5 days. This will push a second cooling front through the grain bulk.
Aeration cooling generally only requires air-fl ow rates of 2-4 litres per second per tonne. Finally the grain requires approximately 50 hours of appropriate quality air each fortnight during storage. Use an aeration controller that will perform the cooling process at the right time and continue to aerate the grain selecting the coolest air to run fans. An effective aeration controller will also ensure fans don’t operate when the relative humidity is higher than 85 per cent, which can re-wet and damage grain if operated for extended periods.
Fumigation with phosphine is a common component of many integrated pest control strategies. Taking fumigation shortcuts may kill enough adult insects in grain so it passes delivery standards, but the repercussions of such practices are detrimental to the grains industry. Poor fumigation techniques fail to kill pests at all life cycle stages, so while some adults may die, grain will soon be reinfested again as soon as larvae and eggs develop. What’s worse, every time a poor fumigation is carried out, insects with some resistance survive, and pass the resistance gene into their progeny making control more diffi cult in the future.
Using the right type of storage is the first and most important step towards an effective fumigation. Only use fumigants, like phosphine, in a pressure-tested, sealed silo. Research shows that fumigating in a storage that is anything less than pressure sealed doesn’t achieve a high enough concentration of fumigant for a long enough period to kill pests at all life cycle stages. For effective phosphine fumigation, a minimum of 300 parts per million (ppm) gas concentration for seven days or 200ppm for 10 days is required. Fumigation trials in silos with small leaks demonstrated that phosphine levels are as low as 3ppm close to the leaks. The rest of the silo also suffers from reduced gas levels.
Achieve effective fumigation by placing the correct phosphine rates (as directed on the label) onto a tray and hanging it in the top of a pressure-tested, sealed silo or into a ground level application system if the silo is fitted with recirculation. After fumigation, ventilate grain for a minimum of one day with aeration fans running, or five days if no fans are fitted. A minimum withholding period of two days is required after ventilation before grain can be used for human consumption or stock feed. The total time needed for fumigating is 10-17 days.
As a general rule, only keep a silo sealed while carrying out the fumigation (for example, one to two weeks). If grain moisture content is low (8-12%) the silo can remain sealed after fumigating but regular monitoring is essential to check for insect infestation and moisture migration to the head space.
 Monitoring
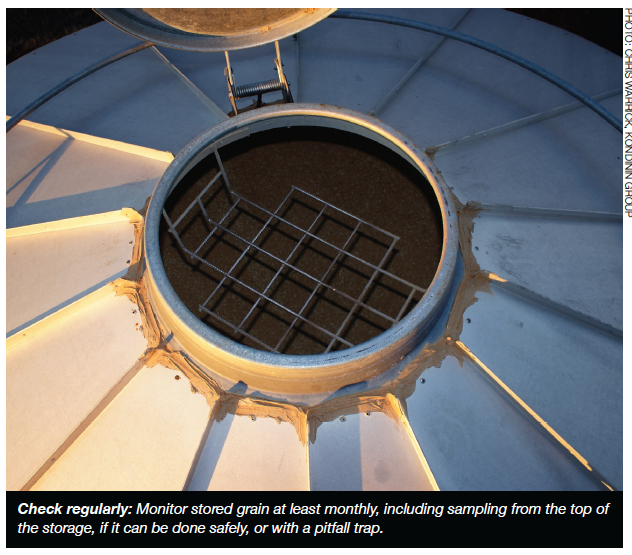
MonitoringWhen grain is put into storage it needs monitoring just like it does when it’s in the paddock – regularly.Check stored grain at least monthly, taking samples from the bottom, and if safe, the top of the storage.
Things to monitor:
When buying a new silo, buy a quality, sealable silo fi tted with aeration and check with the manufacturer that it meets the Australian Standard for sealable silos (AS2628). Experience has shown that at least two sealable, aerated silos on farm provide the option for an effective fumigation and delivery program. Many older silos are not designed to be sealed and cannot be used for fumigation, however retro-fitting aeration can reduce insect multiplication through grain cooling.
Seed that is dry, cool and sound (not weather damaged) will remain viable for longer. In well-managed storage, germination percentages can be expected to reduce by only 5 per cent after six months. To achieve this, keep grain moisture content below 12%. Grain temperature also has a major impact on germination. Aim for grain temperatures of 20°C and below in seed storage by using aeration cooling (with auto control). Wheat at 12 per cent moisture content stored at 30-35°C (unaerated grain temperature) will reduce germination percentages and seedling vigour when stored over a long period. Position small seed silos in the shade or paint them reflective white to assist keeping grain cool. WA growers can treat seed with a grain protectant combined with a dyed grain fungicide in combination with aeration cooling to maximise insect control.
Insect control options are limited for stored pulses and oilseeds. Aeration and phosphine fumigation are the main methods and controlled atmosphere (inert gasses such as carbon dioxide or nitrogen) may be an option. The effectiveness of phosphine fumigation on oilseeds is often reduced due to phosphine sorption during treatment.Monitoring gas concentrations with a gas monitor is essential to ensure the correct concentration is achieved for the correct length of time. Use sound grain hygiene in combination with aeration cooling to reduce insect activity. Small seed-size grains, such as canola, may need larger-capacity aeration fans to combat the greater amount of back pressure in the storage. Always store these grains at their recommended grain moisture content level.

The combination of meticulous grain hygiene plus well-managed aeration cooling generally overcomes 75 per cent of storage pest problems.
For grain storage, four key factors provide significant gains for both grain storage pest control and grain quality – hygiene, aeration cooling, correct fumigation and monthly monitoring.
The first grain harvested is often at the greatest risk of early insect infestation due to contamination.
One on-farm test found more than 1000 lesser grain borers in the first 40 litres of wheat passing through the harvester.
Remove grain residues from empty storages and grain handling equipment, including harvesters, field bins, augers and silos to ensure an uncontaminated start for new-season grain.
Clean equipment by blowing or hosing out residues and dust and then consider a structural treatment.
Bury, use or burn any grain left in hoppers and bags from the grain storage site so it doesn’t provide a habitat for pests during the off season.
Freshly-harvested grain usually has a temperature around 30°C, which is an ideal breeding temperature for storage pests (see Table 1).
Studies have shown that rust-red flour beetles stop breeding at 20°C, lesser grain borer at 18°C and below 15°C all storage pests stop breeding.
Aim for grain temperatures of less than 23°C during summer and less than 15°C during winter.
When placing grain into storage, run aeration fans continuously for the first 3-4 days to push the first cooling front through the grain and to create uniform moisture conditions.
Then run the fans during the coolest 9-12 hours per day for the next 5-7 days. This will push a second cooling front through the grain bulk.
Aeration cooling generally only requires air-fl ow rates of 2-4 litres per second per tonne.
Finally the grain requires approximately 50 hours of appropriate quality air each fortnight during storage.
Use an aeration controller that will perform the cooling process at the right time and continue to aerate the grain selecting the coolest air to run fans.
An effective aeration controller will also ensure fans don’t operate when the relative humidity is higher than 85 per cent, which can re-wet and damage grain if operated for extended periods.
Fumigation with phosphine is a common component of many integrated pest control strategies.
Taking fumigation shortcuts may kill enough adult insects in grain so it passes delivery standards, but the repercussions of such practices are detrimental to the grains industry.
Poor fumigation techniques fail to kill pests at all life cycle stages, so while some adults may die, grain will soon be reinfested again as soon as larvae and eggs develop.
What’s worse, every time a poor fumigation is carried out, insects with some resistance survive, making the chemical less effective in the future.
Using the right type of storage is the first and most important step towards an effective fumigation.
Only use fumigants, like phosphine, in a pressure-tested, sealed silo.
Research shows that fumigating in a storage that is anything less than pressure sealed doesn’t achieve a high enough concentration of fumigant for a long enough period to kill pests at all life cycle stages.
For effective phosphine fumigation, a minimum of 300 parts per million (ppm) gas concentration for seven days or 200ppm for 10 days is required. Fumigation trials in silos with small leaks demonstrated that phosphine levels are as low as 3ppm close to the leaks. The rest of the silo also suffers from reduced gas levels.
Achieve effective fumigation by placing the correct phosphine rates (as directed on the label) onto a tray and hanging it in the top of a pressure-tested, sealed silo or into a ground level application system if the silo is fitted with recirculation.
After fumigation, ventilate grain for a minimum of one day with aeration fans running, or five days if no fans are fitted.
A minimum withholding period of two days is required after ventilation before grain can be used for human consumption or stock feed.
The total time needed for fumigating is 10-17 days.
As a general rule, only keep a silo sealed while carrying out the fumigation (for example, one to two weeks).
After fumigation has been completed, return to aeration cooling to hold the stored grain at a suitable temperature level.
MonitoringWhen grain is put into storage it needs monitoring just like it does when it’s in the paddock – regularly.
Check stored grain at least monthly, taking samples from the bottom, and if safe, the top of the storage.
Things to monitor and record:
When buying a new silo, buy a quality, sealable silo fi tted with aeration and check with the manufacturer that it meets the Australian Standard for sealable silos (AS2628).
Experience has shown that at least two sealable, aerated silos on farm provide the option for an effective fumigation and delivery program.
Many older silos are not designed to be sealed and cannot be used for fumigation, however retro-fitting aeration can reduce insect multiplication through grain cooling.
Buyers and bulk handlers are changing their acceptance of grain treated with insecticides.
Before using a grain insecticide, always check with potential buyers and bulk handlers (depot) for market acceptability.
identify storage pests before selecting a treatment. Always follow label instructions carefully.
Seed that is dry, cool and sound (not weather damaged) will remain viable for longer.
In well-managed storage, germination percentages can be expected to reduce by only 5 per cent after six months.
To achieve this, keep grain moisture content below 12%.
Grain temperature also has a major impact on germination.
Aim for grain temperatures of 20°C and below in seed storage by using aeration cooling (with auto control).
Wheat at 12 per cent moisture content stored at 30-35°C (unaerated grain temperature) will reduce germination percentages and seedling vigour when stored over a long period.
Position small seed silos in the shade or paint them reflective white to assist keeping grain cool.
Treating seed with a grain protectant, in combination with aeration cooling, will maximise insect control.
Insect control options are limited for stored pulses and oilseeds.
Grain protectants are not registered for use on these grains. Phosphine fumigation and controlled atmosphere (inert gasses such as carbon dioxide or nitrogen) may be an option.
The effectiveness of phosphine fumigation on oilseeds can be reduced due to phosphine sorption during treatment.
Use sound grain hygiene in combination with aeration cooling to reduce insect activity. Small-seed grains, such as canola, may need larger capacity aeration fans
on stores.
Always store these grains at their recommended grain moisture content level.