Tip for sealing silos for fumigation that have a clamp style outlet seal. Thanks to the GRDC’s grain storage specialist Chris Warrick.
Continue readingTip for sealing silos for fumigation that have a clamp style outlet seal. Thanks to the GRDC’s grain storage specialist Chris Warrick.
Continue reading
Updated grain storage manual now available in hard copy from GRDC or pdf https://storedgrain.com.au/grdc-grownotes-grain-storage/ Thanks to the GRDC’s grain storage specialist Chris Warrick.
Continue reading

 Grain storage systems come in a range of shapes and sizes to meet farm requirements and careful planning is needed to optimise an on-farm grain storage facility investment. According to the option selected, on-farm grain storage systems can provide a short-term or long-term storage facility. Depending on the goal of on-farm storage, whether it be access to improved markets or simply to maximise harvest efficiency, there are a number of options available.
Grain storage systems come in a range of shapes and sizes to meet farm requirements and careful planning is needed to optimise an on-farm grain storage facility investment. According to the option selected, on-farm grain storage systems can provide a short-term or long-term storage facility. Depending on the goal of on-farm storage, whether it be access to improved markets or simply to maximise harvest efficiency, there are a number of options available.
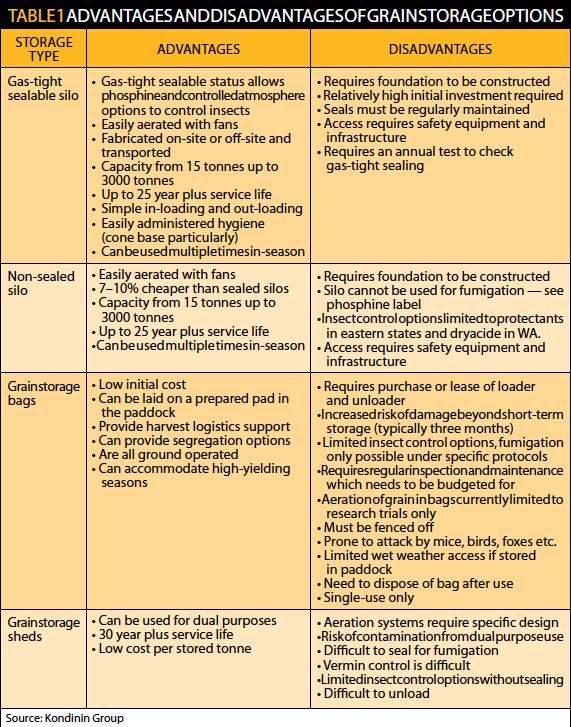
Harvest is the ideal time to plan future grain storage system requirements, as it can help identify issues and opportunities for future harvest operations that may otherwise be forgotten once next year’s crop cycle gets underway. Costs and storage flexibility can vary between grain storage options as can longevity of the investment. Table 1 identifies the major on-farm grain storage options, their advantages and disadvantages.
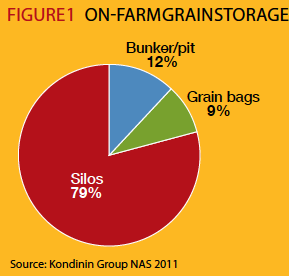
Silos come in a variety of configurations, including flat-bottom or cone base, and both are available as gas-tight sealable or non-sealed, aerated and non-aerated. The balance of on-farm grain storage facilities can be split between grain storage bags (9 per cent) and bunkers or sheds (12 per cent). Grain-storage bags are increasing in popularity as a short-term storage solution to assist harvest logistics. With careful management growers can also use silo bags to provide short-term marketing opportunities. For similar storage time-frames to grain storage bags, and where options are limited, growers can also use sheds to temporarily store grain during harvest — provided they have been well prepared.
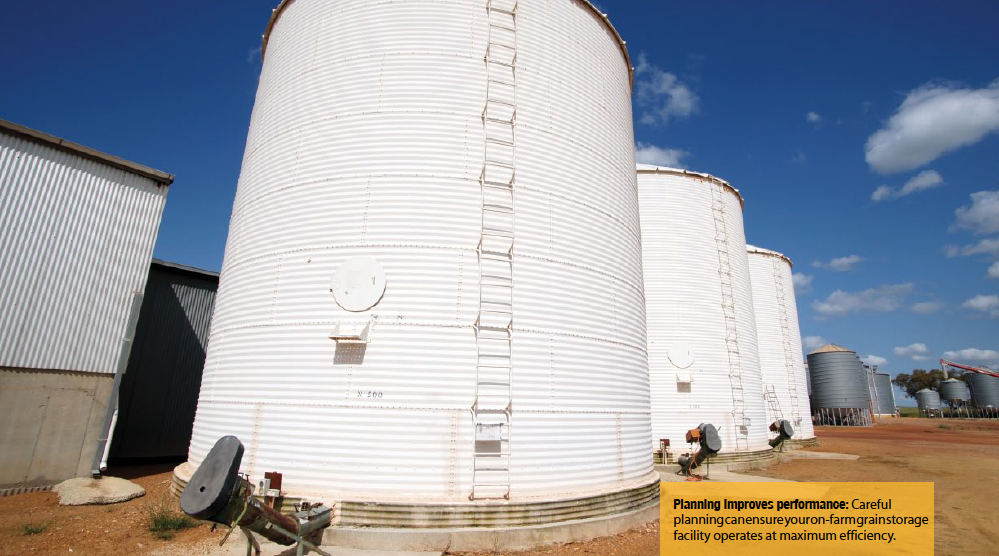
 Superior silo: The dominant on-farm grain storage option is the silo in either a flat-bottom or cone-base configuration.
Superior silo: The dominant on-farm grain storage option is the silo in either a flat-bottom or cone-base configuration.
Benefits and pitfalls of various storage types
A gas-tight sealable silo will ensure phosphine, or other fumigants and controlled atmospheres, are maintained at a sufficient concentration to kill insects through their complete life cycle of eggs, larvae, pupae and adult. Be aware of cunning marketing terminology such as ‘fumigatable silos’. Although such a silo might be capable of sealing with modifications, a gas-tight sealable silo needs to be tested onsite to meet Australian Standard (AS 2628-2010) after installation. Gas-tight sealable silos also can be used for alternative methods of insect control including controlled atmospheres of inert gasses, such as carbon dioxide or nitrogen. Current costs of using these gases (between $5 and $12/tonne to treat stored grain compared with $0.30 per tonne using phosphine) carbon dioxide and nitrogen atmospheres will arguably be used solely by niche growers, such as organic growers, until gas is less expensive.
Silos can be transported fully constructed and ready to stand, or can be built onsite. While intra-state variations apply, transportable silos are typically limited to 140 tonnes capacity due to road transport regulation limitations. Most smaller, 50–70t, cone-bottom silos are prefabricated and transported. Cone-bottom silos are easier to clean than flat-bottom silos due to their self-emptying design, but are limited to capacities less than 300t. Some growers require gas-tight storage facilities of greater capacity and increasing silo capacity requires quality materials and design. Silos can be built onsite and are available in sizes up to 3000t. The increased surface area of a larger silo requires more sheet metal joins, providing more opportunity for gas to escape.
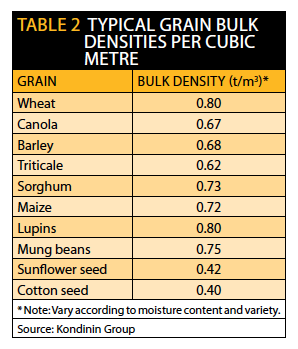
TABLE 2 Typical Grain Bulk Densities Per Cubic Metre

Silo lifespan is another advantage delivered through investment in gas-tight sealable silo storage infrastructure. A well-built, aerated, quality gas-tight sealable silo constructed to meet the Australian standard (AS 2628-2010) with a thorough maintenance regime could be expected to provide around 25 years of serviceable life before major repairs may be required. Silos: aeration While some preliminary research has been carried out using other grain-storage methods, silos permit simple administration of aeration after harvest to cool grain.
Depending on the temperature reductions achieved; this can deliver significantly-reduced insect numbers.
 For older, unsealed silos, consider retro-fitting aeration as the first option. Aeration cooling requires airflows of at least 2-3 litres of air, per second, per tonne. For example, a 100t silo will require 200-300 litres per second (l/s) of air to cool the grain effectively. Aeration fans also require well-designed perforated ducts or a plenum to assist in dispersing airflow evenly throughout the silo. Selecting the coolest air for the grain is best done using an aeration controller, but aeration fans should be run continuously for at least three days for smaller silos (less than 100t) and up to a week for large silos (over 100t) as soon as grain covers the aeration ducting. This initial process removes the harvest heat and equalises grain moisture. After initial harvest heat has been removed, the controller can be switched on to continue the cooling process.
For older, unsealed silos, consider retro-fitting aeration as the first option. Aeration cooling requires airflows of at least 2-3 litres of air, per second, per tonne. For example, a 100t silo will require 200-300 litres per second (l/s) of air to cool the grain effectively. Aeration fans also require well-designed perforated ducts or a plenum to assist in dispersing airflow evenly throughout the silo. Selecting the coolest air for the grain is best done using an aeration controller, but aeration fans should be run continuously for at least three days for smaller silos (less than 100t) and up to a week for large silos (over 100t) as soon as grain covers the aeration ducting. This initial process removes the harvest heat and equalises grain moisture. After initial harvest heat has been removed, the controller can be switched on to continue the cooling process.
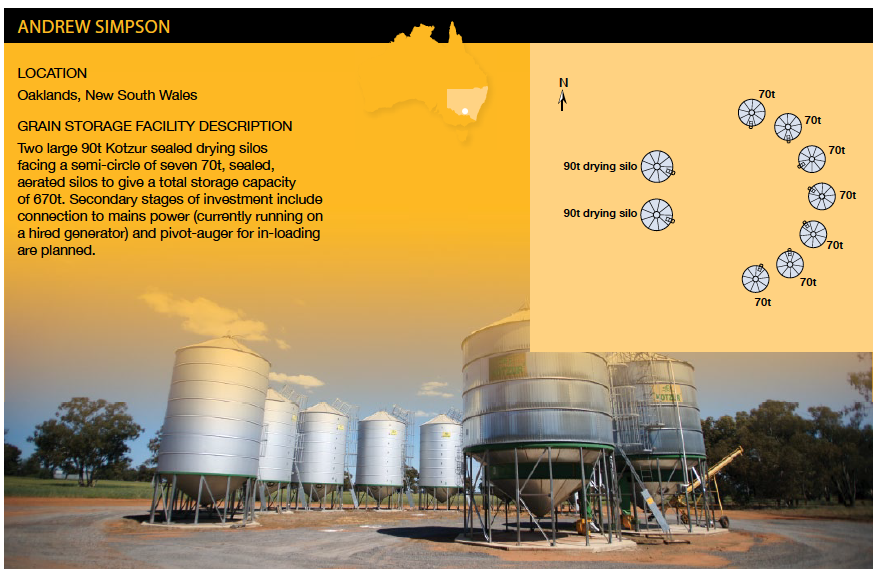
 Specific drying silos are designed to maximise drying efficacy and have minimum air-flow rates of between 15–20 litres per second per tonne (l/s/t) of storage. Specially-designed drying silos often have a truncated, or secondary, base cone to assist in the efficiency and efficacy of drying stored grain. Drying with ambient air requires a relative humidity well below that of the equilibrium relative humidity of the grain. Drying silos often allow the addition of heat at the air intake to improve the moisture removal capacity of the air flowing through the grain.
Specific drying silos are designed to maximise drying efficacy and have minimum air-flow rates of between 15–20 litres per second per tonne (l/s/t) of storage. Specially-designed drying silos often have a truncated, or secondary, base cone to assist in the efficiency and efficacy of drying stored grain. Drying with ambient air requires a relative humidity well below that of the equilibrium relative humidity of the grain. Drying silos often allow the addition of heat at the air intake to improve the moisture removal capacity of the air flowing through the grain.
As a permanent infrastructure fixture on a farm, silos are initially one of the most expensive options of grain storage at around $100 to $140/tonne for transportable sealed silos. To this can be added foundation requirements, which can vary between $2500 for a 70t transportable silo to considerably more for a flat-bottom silo with aeration ducting incorporated into the floor. Larger silos built onsite typically have an outlay cost of about $80 per tonne of stored grain. But looking at this investment over the life of the storage can see this figure drop significantly to being one of the cheapest forms of on-farm grain storage.
 Working at heights can be dangerous without the appropriate safety precautions. In the case of silos, this can mean working up to 16m off the ground. A climb to the top is required for regular inspection through the top hatch if grain is stored for more than a month. Silo designs now incorporate ground-operated lids, caged ladders, platforms and top rails to minimise the risk of operators falling. Facilities for harness attachments, which should be worn by all operators climbing silos, are also fitted.
Working at heights can be dangerous without the appropriate safety precautions. In the case of silos, this can mean working up to 16m off the ground. A climb to the top is required for regular inspection through the top hatch if grain is stored for more than a month. Silo designs now incorporate ground-operated lids, caged ladders, platforms and top rails to minimise the risk of operators falling. Facilities for harness attachments, which should be worn by all operators climbing silos, are also fitted.
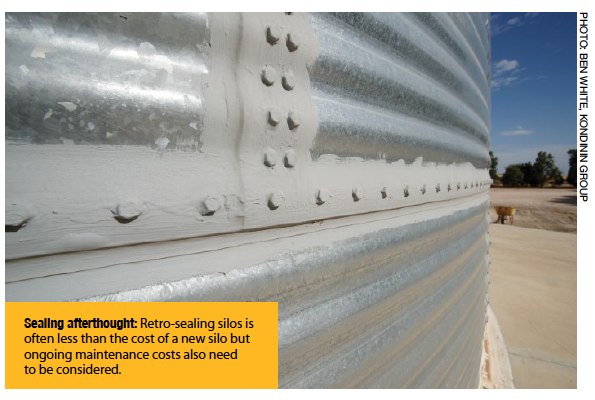
To meet the requirements of fumigation and utilising existing silo infrastructure, some growers have invested in retro-sealing older silos. In most instances these silos are high capacity (> 500t), flat-bottomed silos. Retro-sealing specialists use an array of rubber, specialised rubberised cements and silicon compounds to seal sheet joins, bolts, rivets, lids and openings on older silos. These are typically sprayed on with an air-operated gun with coarse flows to handle the heavy product viscosity.
[box]The interface between the pad and the bottom sheet of the silo and the top sheet meeting the roof should be given special attention as they are commonly points of limited seal integrity. Customised sealing plates can also be fabricated for doors, vents and openings. Oil-filled pressure-relief valves will also be fitted. The cost of retro-sealing an older style silo can be significant, often totalling as much as 50 per cent of the cost of a new sealed unit. Ensure the retro-seal contractor includes a guarantee that when completed the silo will meet the Australian Standard for sealed silos AS2628. After sealing, consider ongoing maintenance costs. Check coating integrity annually and patch as required to maintain an effective seal. Particular vigilance is needed around the storage base, and where the walls meet the lid, as expansion and contraction of the metal can damage the retro-seal finish.[/box]

As a relatively new on-farm grain storage option, silo bags have been widely used in Australia since the early 2000s, although they have been used overseas for much longer. As with most things new, numerous disasters, mostly due to operator error and lack of inspection vigilance, have earned grain bags a bad name. They can provide useful short-term storage (less than three months) and a logistics management tool during harvest. They must be installed on a well-prepared site away from bird habitats, including trees and water sources.
Typical storage capacity is around 240 tonnes, but other sizes including 200t and 150t bags are also available.
Successful use of grain bags as an on-farm grain storage option requires a carefully-prepared pad. Anecdotally, an elevated, well-drained pad provides optimal results where no stubble (which can harbour vermin) or rocks can tear the grain storage bags as they are being filled and unloaded.
Fill rates are typically 3–4 tonnes per minute. Always fill bags up-the-slope and ensure brake settings on the filler are set to ensure the appropriate stretch of the bag is achieved. While typically a 10 per cent stretch, this can be adjusted down for hot weather conditions or up for cool ambient weather. When full, regularly and vigilantly check the bags for cuts, nicks and holes and patch these with silicon or bag sticky tape available from the bag supplier.
The two pieces of equipment required for loading and unloading grain storage bags can cost around $27,000 each. This equipment can be hired, although having your own can reduce the pressure of having to get grain in and out of the bags within a specified timeframe as demand for this hire equipment is high at the peak of harvest. The bags themselves are single-use and cost around $5 per tonne stored, or $1000 plus for a 240t bag. Consider site-preparation, including any earthworks and fencing requirements, time and labour costs for maintenance when calculating the comparative costs of using grain bags.
Grain-storage bags are best used for short-term storage only. While longer-term storages are possible, three months is regarded as a maximum storage period. Beyond this, there is considerable risk of grain losses and spoilage in many of Australia’s grain production regions.
Fumigation with phosphine in bags has been recently proven in Australia as an option if the correct method of application and venting is followed. Alternatively, fumigation of grain-storage bags can also be performed using gases like ProFume. But this is only available for use by licensed fumigators and the cost is generally considerably higher than phosphine. In addition to insects, vermin including mice and birds can attack grain bags. Outside baiting, reducing habitat provision and food sources (including regular checking and patching of bags where required) is the best way to reduce vermin risk. Grain storage bags: access One often-overlooked aspect of using grain-storage bags in the paddock is their accessibility after harvest. Unless the bags are placed on, or near, an all-weather access road, they can be difficult to unload if wet weather conditions prevail post-harvest. The pad site needs to be large enough for trucks and machinery for bag unloading and allow access in wet conditions.
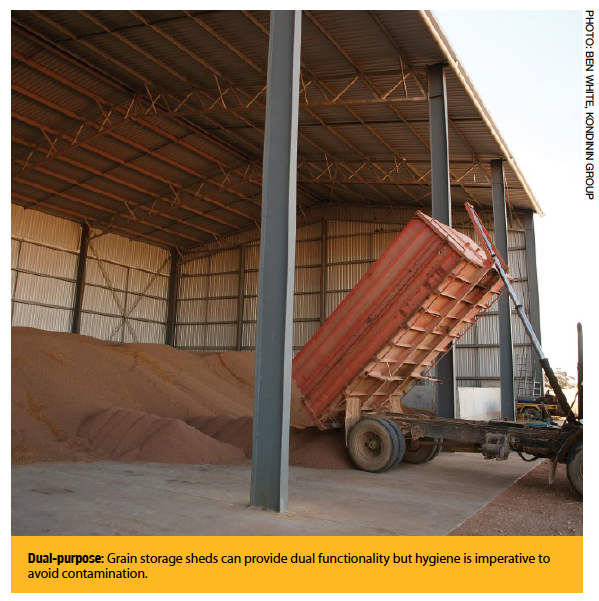
Bunkers are commonly used by bulk handling companies, but require careful site preparation, labour for handling large tarp covers and machinery to move grain on and off the grain stack. Effective treatment of insect infestation is difficult in sheds and bunkers. For on-farm storage, grain bags may be a more suitable short-term alternative. Sheds can provide dual-purpose functionality for storage of other products including fertiliser and machinery. But the risk of grain contamination requires a focus on impeccable hygiene practices. As a permanent infrastructure investment, sheds can be continually used and have a retained value on-farm with a service life expected to exceed 30 years.
Sheds are most useful as a short-term storage solution to assist harvest logistics. They can be a useful component of an on-farm grain storage system that incorporates other gas-tight sealable grain storage facilities
Cost of grain storage in sheds varies widely depending on footing and slab requirements as determined by soil type. Method of construction and alternative uses can also vary the cost of construction. Sheds: aeration Aerating grain stored in a shed is difficult due to the open design of most shed structures. But customised ducting and air manifolds can be designed by grain aeration specialists to aerate grain stacked in a shed.
Given the open nature of most sheds on-farm, pest and insect control presents some challenges. Fumigation with gas-proof sheeting placed over the stack is difficult. Bulk handlers, including CBH in Western Australia, have invested heavily in sealing gas-tight bulk storage sheds to permit fumigation. On-farm, sheds are also prone to spoilage by mice and birds.
One of the biggest drawbacks of sheds used for grain storage is the ease of getting grain in and out. Using an auger or belt conveyor to fill the shed from the truck is common practice. For out-loading, some operators opt for bulk-handling buckets on front-end-loaders or tele-handlers to fill direct into trucks. Some grain trade operators use this approach to minimised grain damage when handling grains prone to splitting, such as lentils. Sump load points are occasionally used, with a lowered section of the floor utilising gravity to assist in sweeping grain into a loading point. Grain vacuums can also be used to out-load grain from sheds. Regardless of the out-loading options, inevitably, a final clean is performed with a broom and grain shovel, which can take time if hygiene is to be maintained.
Depending on budget and expectations, investing in and planning a grain-storage facility requires a range of considerations, regardless of the storage type.
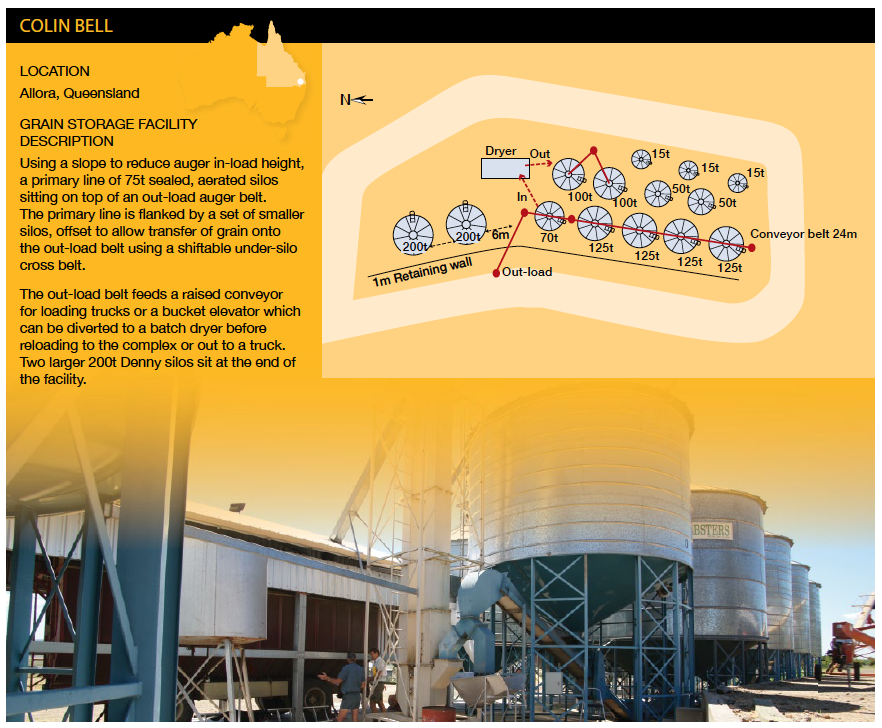
Continuous loop roads around the grain-storage facility requiring minimal, or no, reversing are ideal and can dramatically improve loading and out-loading rates as well as minimising damage to equipment through accidental collision. Dedicate an ample-sized pad to permit auger or grain conveyor access and ease of shifting grain loads. Where steeper slopes exist, some growers have terraced the slope with a retaining wall, to allow them to reduce the lift height (and auger size) for loading the silo. Where retaining walls exceed 1m in height, consider guard rails and access steps.
Whether the facility is to be powered for aeration, i.e. using petrol or electricity, consider the proximity to these resources, particularly if the facility will be built in stages as each stage becomes affordable. Connection to mains power can be expensive depending on the distance to the line. Some large drying fans also require three-phase power which requires a specific pole transformer.
It is worth considering fuel sources and fuel lines for dryer installations, or future dryer installations, when planning the facility layout and constructing the pad.
Operational safety considerations should be key to the facility design. Allow plenty of space for auger transport and movement around the facility.Ensure overhead power-lines are located nowhere near the pad where augers, conveyors or trucks might be operating — ideally locate power underground.
Minimise any slopes and ensure they are of a constant grade. Position drainage lines and holes away from high-traffic areas to reduce the risk of equipment falling through while maximising drainage effectiveness. Electrical switch boards should incorporate residual current devices (RCDs) to prevent electrical shock if, for example, an electrical cable was accidentally cut. A qualified technician is required to carry out any 240-volt electrical work. They will ensure the components are safe to use in areas where combustible dusts are present.
The ability to get trucks in and around the grain-storage facility is paramount to its success. Sealed or hard, all-weather roads to the site from a main road are essential for year-round out-loading, which will ensure grain sale contracts are met in a timely manner and can deliver marketing advantages. Proximity to trees and insect or bird havens Avoid locating storage facilities near trees, haystacks and haysheds. All are havens for insects and birds, making migration from nature to the grain stored in the facility easier. Similarly, water sources are attractions for vermin and birds. Avoid water sources when selecting a site for a grain storage facility.
One of the most important considerations of facility placement and layout is harvest logistics. While placing silos close to a house or existing infrastructure is most common, it may not be the most efficient placement from a logistics perspective. More often than not, storage facilities are located according to proximity to power and facilities, so a balance between ease of accessing services and optimising harvest logistics has to be struck.
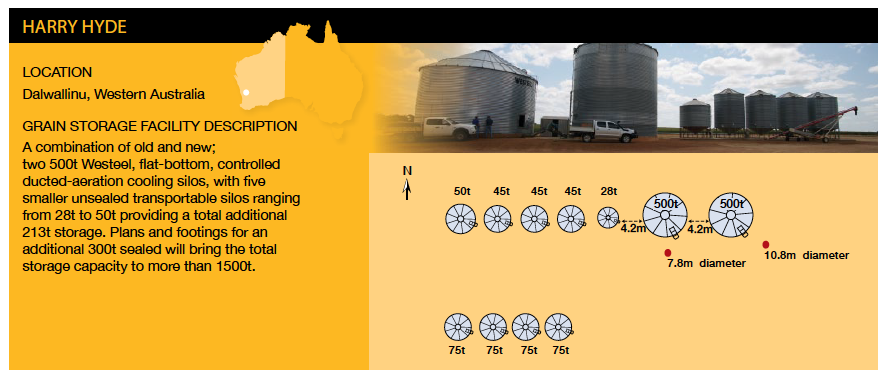
Calculating ‘adequate storage capacity’ can involve an enormous range of variables. Consider what would be the ’ultimate‘ in on-farm storage capacity for the farm and then plan a series of stages to achieve this ultimate goal. For some growers, ultimate storage capacity is 100 per cent of their harvest, while others will always use an external bulk handling system to some extent. This is likely to vary between State bulk handling operators, dominant crop types, target markets and distance from the farm to bulk handlers. As an initial step, aim for a reasonable proportion of the total harvest and plan to expand the facility from there. Consider investing in a number of small silos as the first step and buy larger silos as the business expands. Smaller silos, for example around 70 to 100 tonnes, will always be valuable for segregation and blending or insect control in small parcels of grain. Fumigating a small amount of grain in a large silo can be expensive because treatment is based on silo volume, not grain volume.
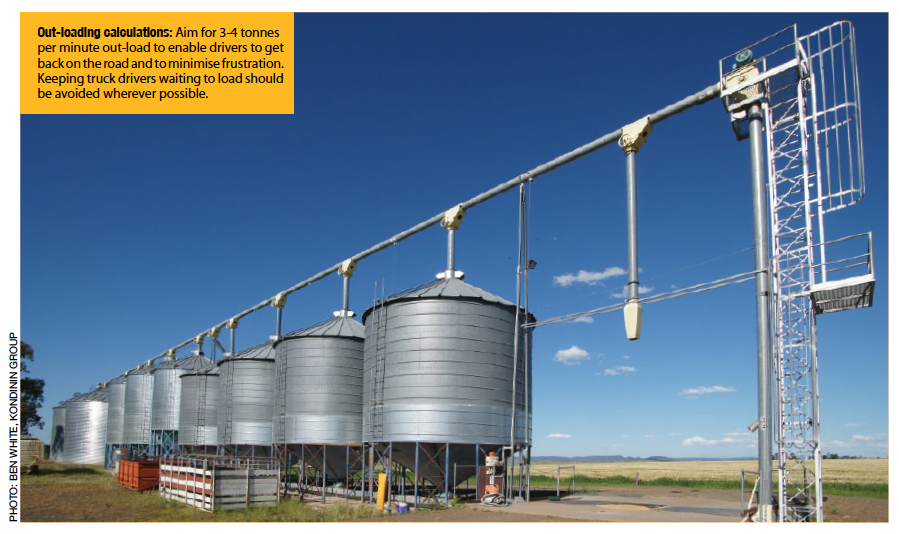
A standard out-loading rate is around 3-4 tonnes per minute and anything exceeding that will enable the driver to get back on the road to their delivery port quicker.
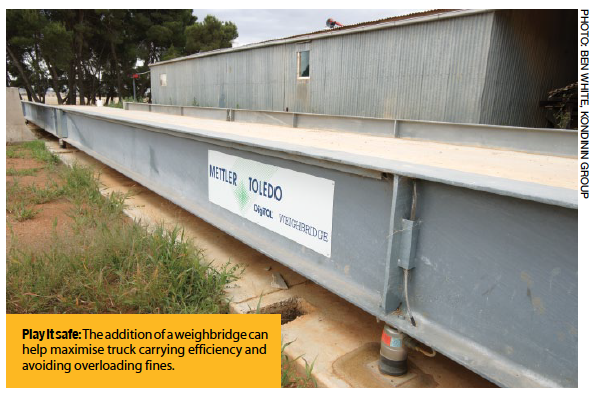
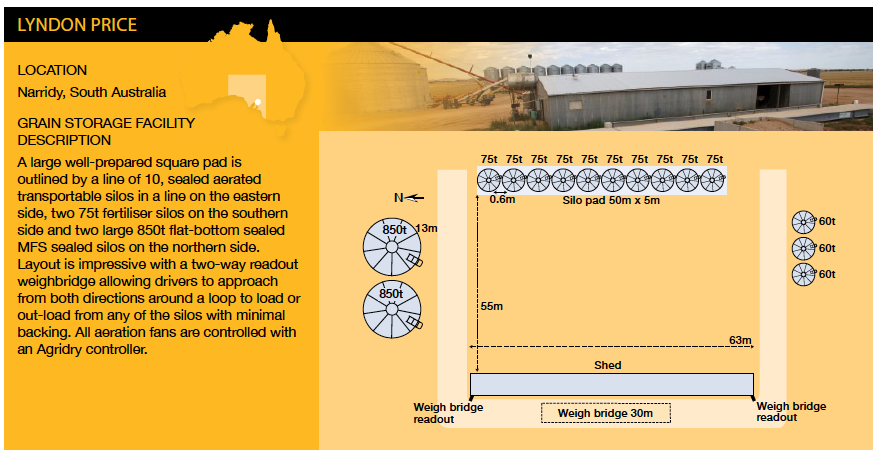
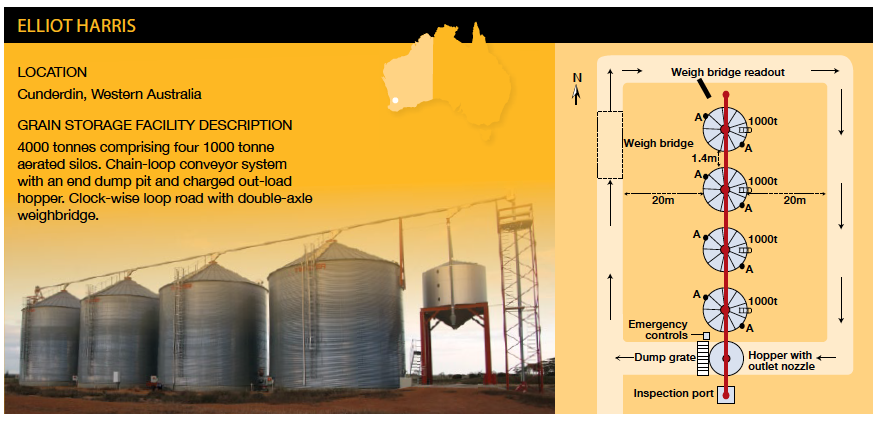
With fines for overloading increasing in severity and occurrence in most States, using a weighbridge could pay for itself quickly. Weighbridges can be incorporated into the silo load-and-unload loop with effective installations providing readouts for the driver when approaching from both sides. A weighbridge, fully installed will add a cost of about $130,000 to the facility.
The ability to blend grains and optimise specifications is one of the primary benefits of an on-farm storage facility. The ease of out-loading for blending is greatly improved by adding a belt or drag-chain grain conveyor and elevator system to the facility. Grain can be simultaneously out-loaded from multiple silos and loaded into another. The alternative is to blend into a truck and then auger back, which can be fiddly but effective if small batches are blended occasionally.
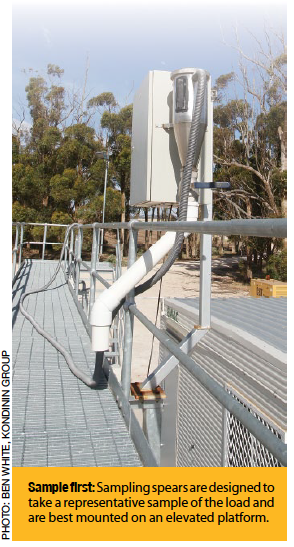
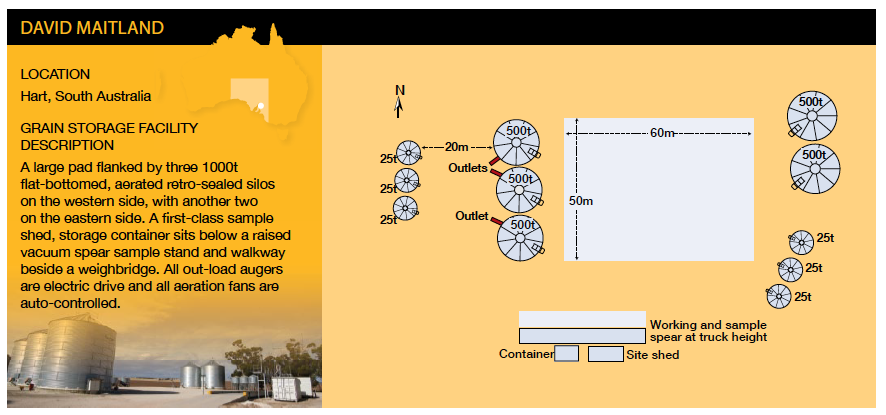
Keeping a record and sample of grain stored on-farm can be useful for subsequent testing and quality assurance. Owners of larger on-farm, grain-storage facilities commonly add a sampling shed where grain-quality specifications are collected and stored. Taking the sample from silos can be easier if sealed silo ports for sample collection can be easily accessed to obtain a cross section of the stored product. Truck sampling options include push spears and vacuum spears, which are designed to take a profile section of the load. They are used by many growers and are easier to operate from an elevated platform. If adding an elevated platform to the facility, remember to add handrails to minimise the risk of falling.
Maintaining good site hygiene is easier with a quality hard surface. Concrete pads are essential for silos to sit on but extended aprons can also assist cleaning spilt grain from loading and unloading.
Clean all grain off the site on a regular basis to avoid harbouring insects, which may infest stored grain. Ensure a water point is accessible for washing out silos after they are emptied. Grain vacuums are popular with owners of flat-bottomed silos to remove residual grain where sweep augers have not been able to reach.
When determining the requirement for earthworks, always allow a buffer around the pad for construction-vehicle movement. Raised pads are most common as they minimise the potential for water damage to the facility and stored grain. The height of the pad will typically vary according to the overall topography of the site relative to the landscape but 500mm above average topographic level is not uncommon.
Soil type can have a huge bearing on silo foundation thickness and requirements for facility earthworks. Foundations are normally engineered with depth of footing and reinforcing is determined according to the physical properties of the soil. Highly-reactive soils shrink and swell according to their level of moisture and typically require additional foundation engineering and reinforcing, which comes at a greater cost. As a rule of thumb, experienced silo-pad concreters assume soil type according to region for quoting purposes with slight variations dependent upon on-site requirements.
In addition to maintaining a raised, firm pad for the storage facility, plan for drainage to handle and direct run-off away from the pad. In some cases the natural topography of the site may assist free drainage while on flat sites, drainage channels may have to be formed to carry water away from the site. A well-designed pad for transportable cone-bottom silos will ensure water does not pool near the base structure, which can quickly rust out.
 Loading and out-loading is often carried out at night during harvest and effective lighting not only makes the job easier for drivers but also improves safety at the site. Efficient and robust forms of lighting, including LED, are suitable choices for short-throw requirements. If laying electrical cables underground, for aeration or auger drives, consider laying electrical cables for lighting at the same time.
Loading and out-loading is often carried out at night during harvest and effective lighting not only makes the job easier for drivers but also improves safety at the site. Efficient and robust forms of lighting, including LED, are suitable choices for short-throw requirements. If laying electrical cables underground, for aeration or auger drives, consider laying electrical cables for lighting at the same time.
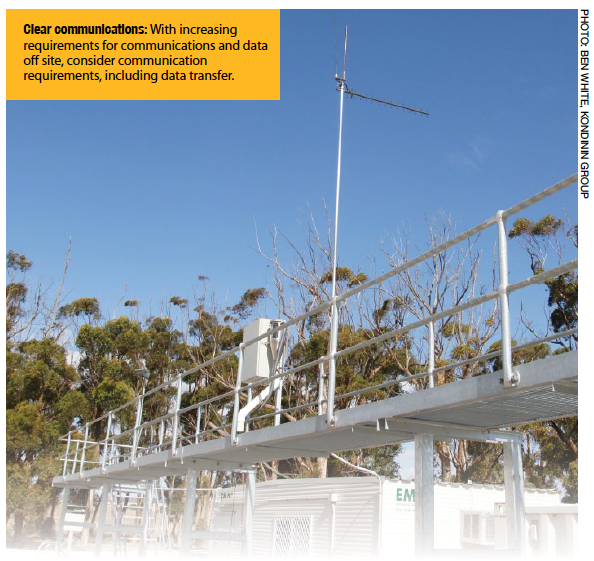
With numerous market opportunities and volumes of information and data detailing specifications of stored grain increasing, facilities for data transfer and communication add value to any site plan, particularly if the site is to be equipped with a sampling and testing shed.
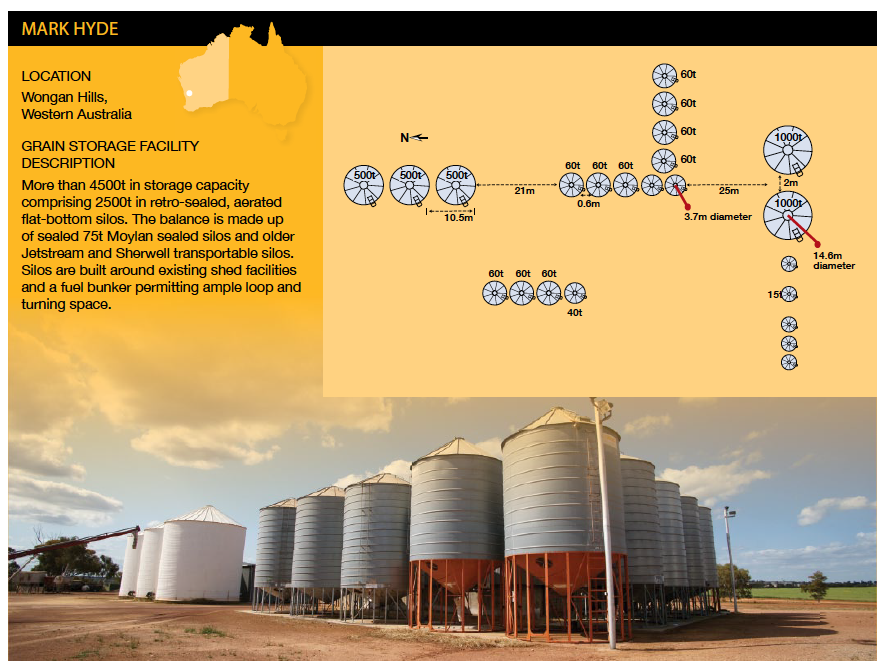
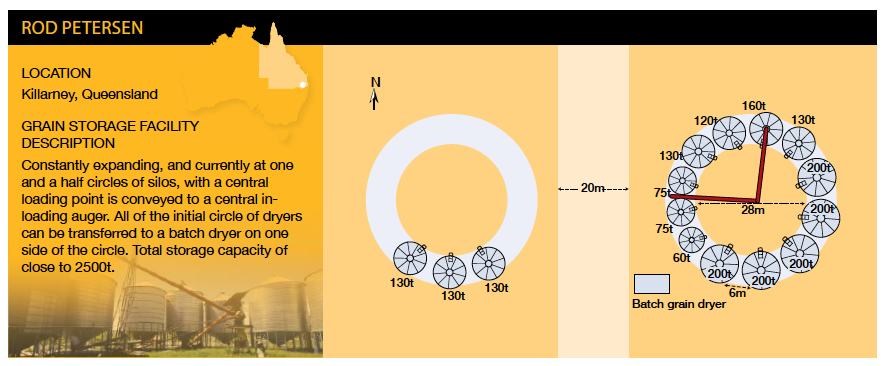
It is rare any grower would set out to build a complete on-farm grain storage system from scratch. The capital requirement would be enormous and in most cases grain storage facilities grow with increasing farm productivity. The careful planning of a facility to be built in stages can ensure design aspects of the larger site are not overlooked when constructing these stages. It can also lead to savings through coordinated placement of pipes, electricals and concrete pads. Expansion is most commonly, and simplistically, an extension of a single line of silos, although variations include circles with a central receival and out-loading point. Single lines of silos offer the ability to run a single out-loading belt, which can feed grain into an elevator for out-loading or transfer to other silos.
Also plan for aeration controller placement and associated electricals.
Everything can look good on plans, but it is important to physically stake out the site of grain facilities to ensure proportions have not been underestimated or overlooked. Driving pegs onto the site to indicate silo placement, pad borders and the positioning of roads and weighbridges can help visualise the suitability of the plan for the site.
In many cases, existing facilities are worked into the design to use existing infrastructure.Upgrading, including retro-sealing silos and sheds, can be an option to reduce the overall cost of storage per tonne, but remember to include ongoing maintenance costs for retro-sealed facilities. Offset placement of silos in lines parallel to lines of existing silos can be an option and can offer out-loading efficiencies. Apart from fitting in around older storages, the first modification to older silos should be the installation of an appropriately sized aeration fan and ducting.
An on-site office is ideal for keeping records and samples of stored grain. It can house expensive, sensitive testing equipment and be used as a crib-room for drivers and employees. Portable site offices are a common choice as they can be fitted with air-conditioning and are often pre-wired for electrical outlets. Used site offices regularly come up for sale on mining sites and can be bought at a fraction of the new price. As a minimal alternative, an on-site cabinet for load documentation and records will ensure hard copies of silo contents and load specification details are kept on site.

Dump pits can be installed in combination with paddle or drag conveyors to quickly and easily take and elevate grain to load silos.
Conveyor types
Numerous options for shifting grain around the site are available and each has benefits and disadvantages. Maximum angles of elevation vary between conveyors according to grain but figures are usually quoted for wheat. Augers are most common due to their portability and are one of the cheapest methods of elevating grain into a number of silos. Elevation angle and flight turn speed have a bearing on flow rates with higher elevation angles reducing throughput and impacting on hygiene. Hygiene can be compromised with lower throughput, as grain tends to sit between the auger flights. It is best removed by reversing the auger until all grain has been cleared.
Augers can occasionally damage split-prone grain — particularly old augers with worn flighting. Belted conveyors are the second most-commonly-used grain transfer method and are preferred by operators transferring damage-prone grain. Being a transportable unit, elevation angle is limited to the angle of repose of the grain. The angle of repose is a physical stacking property of a grain and varies between grain types. The repose angle is a measure of the angle of the sides of a conical grain pile from horizontal.
For example, the angle of repose for wheat is 27 degrees while canola is 22 degrees. Flow rates reduce as the angle of elevation increases to approach the repose angle. Belts are often cupped along the conveyor length to accommodate grain and hygiene is excellent with the design of a belted conveyor being self-cleaning. Bucket elevators are predominantly used to elevate grain vertically and are commonly used together with belted conveyors transferring grain horizontally, or splitters diverting grain down chutes through a gated manifold.
Bucket elevators are self-cleaning by design and are typically fixed position equipment Drag-chain conveyors or paddle conveyors use a series of paddles fixed to a loop of chain moving inside a conduit. Drag chains can elevate at any angle, including horizontal, and are largely self-cleaning, although corners of the chain-loop will normally require attention. Drag-chain conveyors are a permanent installation but are extendable for facility expansion.

Source link GRDC
Results of trial fumigations conducted in 1,400 t silos to test the capability of these large storages have led the following conclusions:
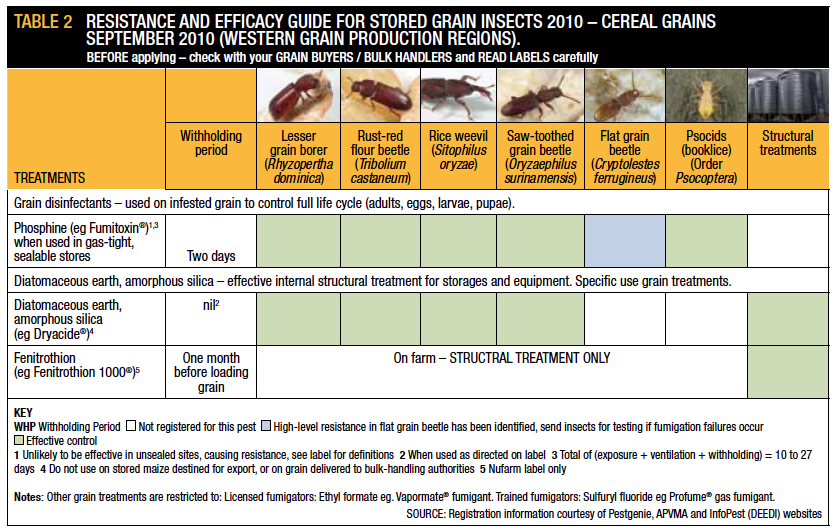
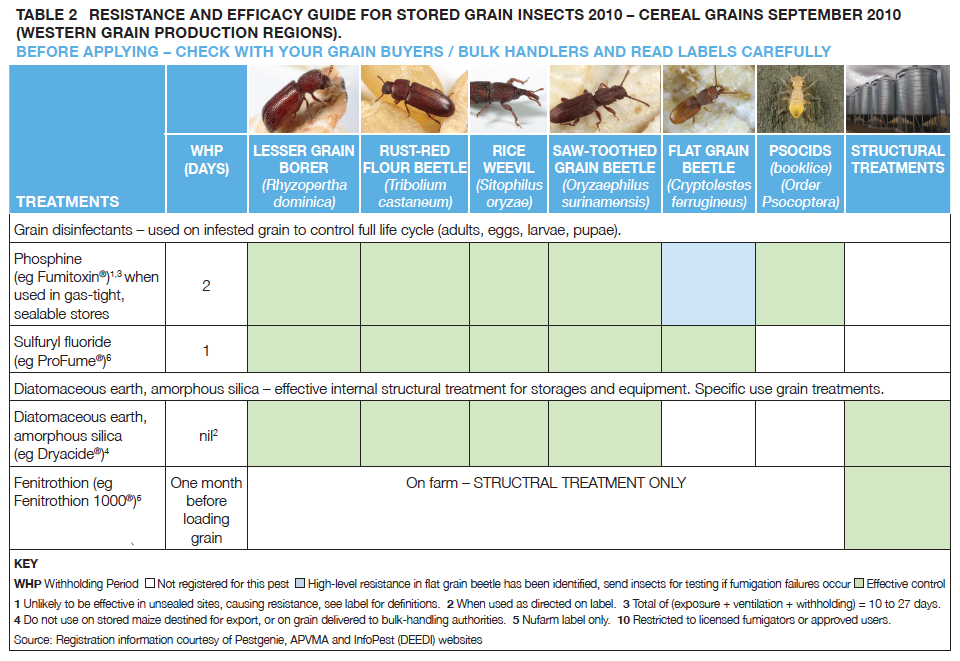
There are very few options available to growers to control storage pests when an infestation has been detected. Phosphine, sold in solid formulation of aluminium phosphide (AlP) under the trade names such as phostoxin® or fumitoxin® is by far the most common disinfestation treatment for stored grain.
The label was first written in the 1970’s for relatively small silos and other storages. A significant number of growers are now investing in large capacity (e.g. 1,500 t), flat bottom silos for storing grain on farm. We do not know whether the label directions are appropriate for these larger storages.
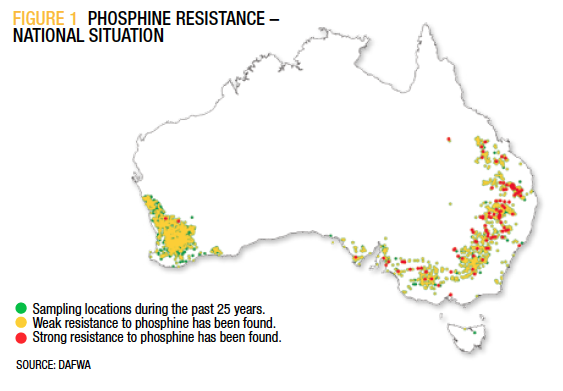
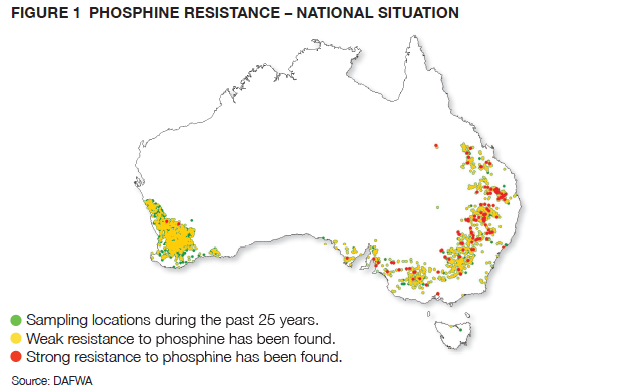
Coupled with this uncertainty is the development of strong phosphine resistance in the rusty grain beetle. The resistant populations of the rusty grain beetle, found at a number of sites in eastern Australia, are significantly harder to control than other pests and label rates may need to be updated.
Fan forced recirculation of gas in large silos helps to distribute phosphine and has been advised for some time. Recirculation is not a requirement on the current label but may be a cost effective way to perform better fumigations.
The aim of this trial was to answer the following questions:
Two silos, labelled A and B, were fumigated at label rates. The phosphine in silo A was dispersed by natural means (passive fumigation). The gas in silo B was recirculated (active fumigation) for the first five days of the fumigation. Phosphine concentrations were monitored at four centre sampling points (headspace and at 9, 5, and 1 m above the floor) and at three points around the base wall (North, 120° and 240°) of each silo. Silo A had a Pressure Half Life (PHL) of 7 minutes and 35 seconds and silo B had a PHL of 2 minutes and 10 seconds. Both silos were leaking air at the silo base entry door during the pressure tests indicating a location for potential gas loss and dilution of gas with fresh air from outside.

Figure 1. Phosphine concentrations measured in silo A (passive fumigation). The silo had a pressure half-life of 7 minutes and 30 seconds. The dosage (concentration x time) required to control phosphine-resistant lesser grain borer is indicted by the blue box and for phosphine-resistant rusty grain beetle by the red box.
Figure 2. Phosphine concentrations measured in silo B (active fumigation). A recirculation system with an air-flow rate of 0.013 L/s/t was fitted to the silo and was run for the first five days of the fumigation. The silo had a below standard pressure half-life of 2 minutes 10 seconds. The dosage (concentration x time) required to control phosphine-resistant lesser grain borer is indicted by the blue box and for phosphine-resistant rusty grain beetle by the red boxes. Two alternative strategies to meet the required dose to control phosphine-resistant rusty grain beetle are shown. That is, a higher concentration, shorter exposure period and a lower concentration, longer exposure period.
Based on these conclusions, options for updating the label to ensure control of phosphine resistant rusty grain beetle include:
Increasing the application rate (option 1) may be possible but would require APVMA approval and may require significant industry input to undertake residue testing etc. Increasing fumigation period (option 2) is viable but fumigations may become too long to be practical. This option is heavily reliant on silos being sealed to the Australian standard of a 5 min pressure half-life. Mandating recirculation (option 3) would require a small capital cost to retrofit silos. Increasing the application rate in conjunction with active fumigation (option 4) could reduce fumigation times to a week or less.
A number of issues would need to be resolved if any changes are to be made to the label:
Increase application rate
Increase fumigation time
Active recirculation
Pressure tests were carried out on silos A and B before the fumigation and at the end of the fumigation before venting to measure silo gas-tightness. Silos were sealed and pressurised using a cordless leaf blower. Internal pressure was measured using a digital manometer (Exotech HD755) connected to the plumbing of the pressure relief valve which comes from the headspace down the side of the silo.
Figure 3. Pressure loss from silo A demonstrates that pressure is lost at a fast rate at higher pressures compared to lower pressures. The rate of pressure loss slows down as the pressure gets closer to atmospheric. This is why it is important to conduct pressure half-life tests using the industry AS2628 standard test method, 250 to 125 Pa.
A tube was connected to the pressure relief downpipe to 0.37Kw power fan (F370 Downfield, Toowoomba) positioned between the two aeration ducting trenches of the silo (Figure 4). A two way splitter was fitted to the end of a PVC pipe and two 50 mm tubes of equal length was connected to the silo aeration ducting using standard plumbing fittings. Valves (50mm) made it possible to seal the silo at the aeration ducting and isolate the fan for removal. (The short length of white PCV pipe (ID 0.15 m) was fitted to the output side of the fan for the purpose of measuring air flows during the trial.)
Figure 4. Philip Burrill (DAF Qld) measuring air-flow in the recirculation system. For easy to follow details on how to measure air-flow in silos see this link to the Stored Grain website on Testing Aeration.
The research was part of the project PBCRC3150 “An integrated approach to manage and resistance to phosphine in stored grain” supported by the PBCRC of which the GRDC is a partner. Trial fumigations were conducted at Balarang Lands (Weemelah) owned and operated by Jason and Lisa Orchin. We thank them for their support. The authors wish to thank Peter Hobday from AgriStorage and Logistics for assistance conducting the trial.
Andrew Ridley
Department of Agriculture and Fisheries, Queensland
EcoSciences Precinct, Boggo Road, Dutton Park
Mb: 0491 215 268
Ph: 07 3255 4442
Email: andrew.ridley@daf.qld.gov.au

KEY POINTS
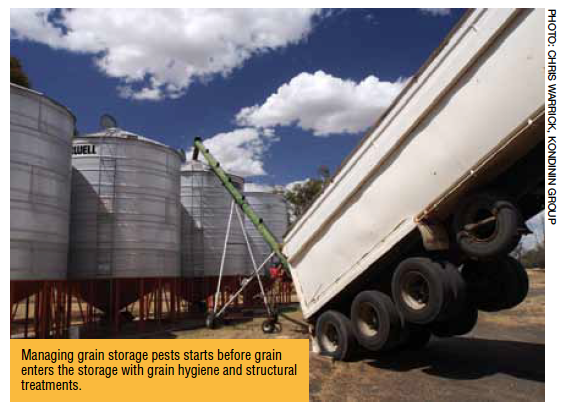
The combination of meticulous grain hygiene plus well-managed aeration cooling generally overcomes 85 per cent of storage pest problems. For grain storage, three key factors provide significant gains for both grain storage pest control and grain quality – hygiene, aeration cooling and correct fumigation.

The first grain harvested is often at the greatest risk of early insect infestation due to contamination. One on-farm test found more than 1000 lesser grain borers in the first 40 litres of wheat passing through the harvester. Remove grain residues from empty storages and grain handling equipment, including harvesters, field bins, augers and silos to ensure an uncontaminated start for new-season grain. Clean equipment by blowing or hosing out residues and dust and then consider a structural treatment (see Table 2, page 2). Remove and discard any grain left in hoppers and bags from the grain storage site so it doesn’t provide a habitat for pests during the off season.
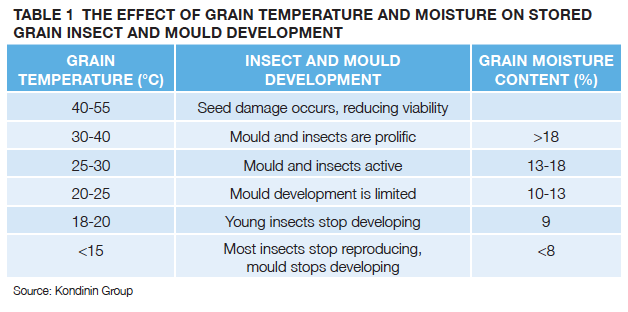
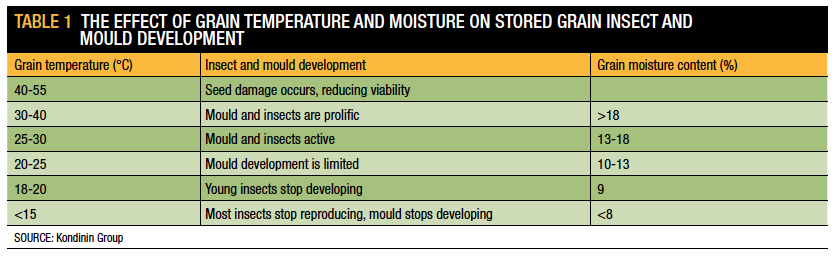
Freshly-harvested grain usually has a temperature around 30°C, which is an ideal breeding temperature for storage pests (see Table 1). Studies have shown that rust-red flour beetles stop breeding at 20°C, lesser grain borer at 18°C and below 15°C all storage pests stop breeding.
Aim for grain temperatures of less than 23°C during summer and less than 15°C during winter. When placing grain into storage, run aeration fans continuously for the first 2-3 days to push the first cooling front through the grain and to create uniform moisture conditions. Then run the fans during the coolest 9-12 hours per day for the next 3-5 days. This will push a second cooling front through the grain bulk.
Aeration cooling generally only requires air-fl ow rates of 2-4 litres per second per tonne. Finally the grain requires approximately 50 hours of appropriate quality air each fortnight during storage. Use an aeration controller that will perform the cooling process at the right time and continue to aerate the grain selecting the coolest air to run fans. An effective aeration controller will also ensure fans don’t operate when the relative humidity is higher than 85 per cent, which can re-wet and damage grain if operated for extended periods.
Fumigation with phosphine is a common component of many integrated pest control strategies. Taking fumigation shortcuts may kill enough adult insects in grain so it passes delivery standards, but the repercussions of such practices are detrimental to the grains industry. Poor fumigation techniques fail to kill pests at all life cycle stages, so while some adults may die, grain will soon be reinfested again as soon as larvae and eggs develop. What’s worse, every time a poor fumigation is carried out, insects with some resistance survive, and pass the resistance gene into their progeny making control more diffi cult in the future.
Using the right type of storage is the first and most important step towards an effective fumigation. Only use fumigants, like phosphine, in a pressure-tested, sealed silo. Research shows that fumigating in a storage that is anything less than pressure sealed doesn’t achieve a high enough concentration of fumigant for a long enough period to kill pests at all life cycle stages. For effective phosphine fumigation, a minimum of 300 parts per million (ppm) gas concentration for seven days or 200ppm for 10 days is required. Fumigation trials in silos with small leaks demonstrated that phosphine levels are as low as 3ppm close to the leaks. The rest of the silo also suffers from reduced gas levels.
Achieve effective fumigation by placing the correct phosphine rates (as directed on the label) onto a tray and hanging it in the top of a pressure-tested, sealed silo or into a ground level application system if the silo is fitted with recirculation. After fumigation, ventilate grain for a minimum of one day with aeration fans running, or five days if no fans are fitted. A minimum withholding period of two days is required after ventilation before grain can be used for human consumption or stock feed. The total time needed for fumigating is 10-17 days.
As a general rule, only keep a silo sealed while carrying out the fumigation (for example, one to two weeks). If grain moisture content is low (8-12%) the silo can remain sealed after fumigating but regular monitoring is essential to check for insect infestation and moisture migration to the head space.
 Monitoring
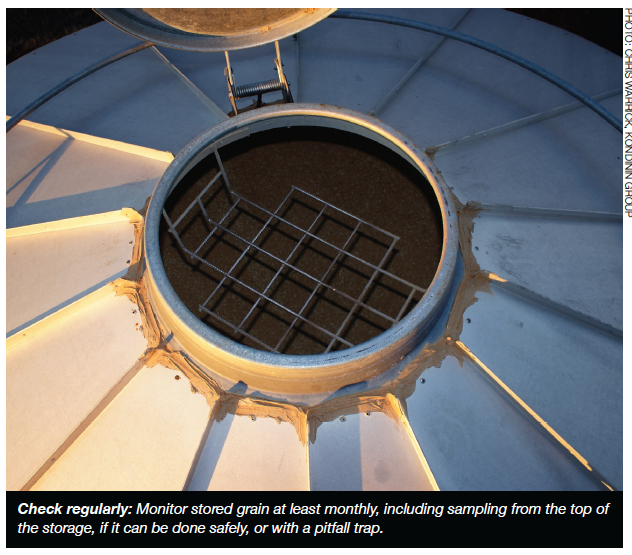
MonitoringWhen grain is put into storage it needs monitoring just like it does when it’s in the paddock – regularly.Check stored grain at least monthly, taking samples from the bottom, and if safe, the top of the storage.
Things to monitor:
When buying a new silo, buy a quality, sealable silo fi tted with aeration and check with the manufacturer that it meets the Australian Standard for sealable silos (AS2628). Experience has shown that at least two sealable, aerated silos on farm provide the option for an effective fumigation and delivery program. Many older silos are not designed to be sealed and cannot be used for fumigation, however retro-fitting aeration can reduce insect multiplication through grain cooling.
Seed that is dry, cool and sound (not weather damaged) will remain viable for longer. In well-managed storage, germination percentages can be expected to reduce by only 5 per cent after six months. To achieve this, keep grain moisture content below 12%. Grain temperature also has a major impact on germination. Aim for grain temperatures of 20°C and below in seed storage by using aeration cooling (with auto control). Wheat at 12 per cent moisture content stored at 30-35°C (unaerated grain temperature) will reduce germination percentages and seedling vigour when stored over a long period. Position small seed silos in the shade or paint them reflective white to assist keeping grain cool. WA growers can treat seed with a grain protectant combined with a dyed grain fungicide in combination with aeration cooling to maximise insect control.
Insect control options are limited for stored pulses and oilseeds. Aeration and phosphine fumigation are the main methods and controlled atmosphere (inert gasses such as carbon dioxide or nitrogen) may be an option. The effectiveness of phosphine fumigation on oilseeds is often reduced due to phosphine sorption during treatment.Monitoring gas concentrations with a gas monitor is essential to ensure the correct concentration is achieved for the correct length of time. Use sound grain hygiene in combination with aeration cooling to reduce insect activity. Small seed-size grains, such as canola, may need larger-capacity aeration fans to combat the greater amount of back pressure in the storage. Always store these grains at their recommended grain moisture content level.

Caution: Research on unregistered pesticide use Any research with unregistered pesticides or of unregistered products reported in this document does not constitute a recommendation for that particular use by the authors or the authors’ organisations. All pesticide applications must accord with the currently registered label for that particular pesticide, crop, pest and region.
The combination of meticulous grain hygiene plus well-managed aeration cooling generally overcomes 85 per cent of storage pest problems. For grain storage, three key factors provide significant gains for both grain storage pest control and grain quality – hygiene, aeration cooling and correct fumigation.
 Hygiene
HygieneThe first grain harvested is often at the greatest risk of early insect infestation due to contamination. One on-farm test found more than 1000 lesser grain borers in the first 40 litres of wheat passing through the harvester. Remove grain residues from empty storages and grain handling equipment, including harvesters, field bins, augers and silos to ensure an uncontaminated start for new-season grain. Clean equipment by blowing or hosing out residues and dust and then consider a structural treatment (see Table 2, page 3). Remove and discard any grain left in hoppers and bags from the grain storage site so it doesn’t provide a habitat for pests during the off season.
Freshly-harvested grain usually has a temperature around 30°C, which is an ideal breeding temperature for storage pests (see Table 1, page 2). Studies have shown that rust-red flour beetles stop breeding at 20°C, lesser grain borer at 18°C and below 15°C all storage pests stop breeding. Aim for grain temperatures of less than 23°C during summer and less than 15°C during winter. When placing grain into storage, run aeration fans continuously for the first 2-3 days to push the first cooling front through the grain and to create uniform moisture conditions. Then run the fans during the coolest 9-12 hours per day for the next 3-5 days. This will push a second cooling front through the grain bulk. Aeration cooling generally only requires air-flow rates of 2-4 litres per second per tonne. Finally the grain requires approximately 50 hours of appropriate quality air each fortnight during storage. Use an aeration controller that will perform the cooling process at the right time and continue to aerate the grain selecting the coolest air to run fans. An effective aeration controller will also ensure fans don’t operate when the relative humidity is higher than 85 per cent, which can re-wet and damage grain if operated for extended periods.
Fumigation with phosphine is a common component of many integrated pest control strategies. Taking fumigation shortcuts may kill enough adult insects in grain so it passes delivery standards, but the repercussions of such practices are detrimental to the grains industry. Poor fumigation techniques fail to kill pests at all life cycle stages, so while some adults may die, grain will soon be reinfested again as soon as larvae and eggs develop. What’s worse, every time a poor fumigation is carried out, insects with some resistance survive, and pass the resistance gene into their progeny making control more difficult in the future.
 Effective fumigation
Effective fumigationUsing the right type of storage is the first and most important step towards an effective fumigation. Only use fumigants, like phosphine, in a pressure-tested, sealed silo. Research shows that fumigating in a storage that is anything less than pressure sealed doesn’t achieve a high enough concentration of fumigant for a long enough period to kill pests at all life cycle stages. For effective phosphine fumigation, a minimum of 300 parts per million (ppm) gas concentration for seven days or 200ppm for 10 days is required. Fumigation trials in silos with small leaks demonstrated that phosphine levels are as low as 3ppm close to the leaks. The rest of the silo also suffers from reduced gas levels. Achieve effective fumigation by placing the correct phosphine rates (as directed on the label) onto a tray and hanging it in the top of a pressuretested, sealed silo or into a ground level application system if the silo is fitted with recirculation. After fumigation, ventilate grain for a minimum of one day with aeration fans running, or five days if no fans are fitted. A minimum withholding period of two days is required after ventilation before grain can be used for human consumption or stock feed. The total time needed for fumigating is 10-17 days. As a general rule, only keep a silo sealed while carrying out the fumigation (for example, one to two weeks). If grain moisture content is low (8-12%) the silo can remain sealed after fumigating but regular monitoring is essential to check for insect infestation and moisture migration to the head space.
When grain is put into storage it needs monitoring just like it does when it’s in the paddock – regularly. Check stored grain at least monthly, taking samples from the bottom, and if safe, the top of the storage.
Things to monitor:
When buying a new silo, buy a quality, sealable silo fitted with aeration and check with the manufacturer that it meets the Australian Standard for sealable silos (AS2628). Experience has shown that at least two sealable, aerated silos on farm provide the option for an effective fumigation and delivery program. Many older silos are not designed to be sealed and cannot be used for fumigation, however retrofitting aeration can reduce insect multiplication through grain cooling.
Seed that is dry, cool and sound (not weather damaged) will remain viable for longer. In well-managed storage, germination percentages can be expected to reduce by only 5 per cent after six months. To achieve this, keep grain moisture content below 12%. Grain temperature also has a major impact on germination. Aim for grain temperatures of 20°C and below in seed storage by using aeration cooling (with auto control). Wheat at 12 per cent moisture content stored at 30-35°C (unaerated grain temperature) will reduce germination percentages and seedling vigour when stored over a long period. Position small seed silos in the shade or paint them reflective white to assist keeping grain cool. WA growers can treat seed with a grain protectant combined with a dyed grain fungicide in combination with aeration cooling to maximise insect control.
Insect control options are limited for stored pulses and oilseeds. Aeration and phosphine fumigation are the main methods and controlled atmosphere (inert gasses such as carbon dioxide or nitrogen) may be an option. The effectiveness of phosphine fumigation on oilseeds is often reduced due to phosphine sorption during treatment. Monitoring gas concentrations with a gas monitor is essential to ensure the correct concentration is achieved for the correct length of time. Use sound grain hygiene in combination with aeration cooling to reduce insect activity. Small seed-size grains, such as canola, may need larger-capacity aeration fans to combat the greater amount of back pressure in the storage. Always store these grains at their recommended grain moisture content level.