A summary of development activities conducted 2021-2024, as part of the GRDC Grain Storage Extension Project PRB2011-001SAX.
Written by: Ben White, Alex Conway and Chris Warrick.
Acknowledgments: Charlie Bergmeier, Brock Dembowski, Mark Earles and the numerous growers, manufacturers and business’ who supplied sites, equipment and grain for testing.

PREFACE
This summary of development activity work conducted by the GRDC grain storage extension team investigates current knowledge and understandings relating to the aeration of grain in storage in Australia.
While aeration uptake varies nationally, the scope for application is universal pending an understanding of ambient conditions, aeration performance characteristics and the dynamics of aeration flow through grain in storage.
While simulation and modelling could theoretically assist in the design of grain aeration systems, the breadth of variables is extensive. As a result, simulation and modelling of aeration flow alone are unlikely to accurately predict aeration flow characteristics.
This body of work distils current knowledge and focusses on empirical measurement of representative airflow rates through a range of grains typically grown in Australia.
The shared findings are intended to be used by industry specialist who have prior knowledge of grain aeration. The aim is to assist in the design and implementation of aeration systems including post installation performance analysis. (See Figure 1)
Key takeaways:
- Growers:
- Ask manufacturers and suppliers of new equipment if the aeration performance is measured or calculated/theoretical. Only buy from suppliers who have field-tested the performance of their aeration equipment.
- If existing aeration system is not achieving expected results, test airflow.
- Manufacturers and suppliers of aeration equipment:
- Use all available resources and modelling as a guide only. There are many influencing variables and in-situ airflow measurement is the only way to confirm performance meets expectations.
- Researchers:
- The key unknowns remaining are the influence of other variables on aeration backpressure. For example, duct type, duct size, duct open area, plenum design.

Grain aeration – matching performance requirements with equipment and infrastructure selection.
1: Target airflow requirements
Determine the aeration flow requirement per tonne of stored grain.
For aeration cooling, between 2 and 4 litres of air per second is required for every tonne of grain in the stack (also denoted in this guide as l/s/t). For example, a 100 tonne silo full of grain will require a minimum of 200-400 litres per second.
Aeration drying requires significantly higher airflow rates of 15 to 25 l/s/t.
Ensure ample quality air is available for the intended purpose, particularly if storing grain in the tropics where higher levels of ambient temperatures and relative humidity are likely.
For further reading see:
- Quantifying opportunity for aerated grain storage in northern/tropical regions of Australia (4a._Part_1)
2: Target backpressure requirements
Establish the backpressure range due to the grain being aerated.
Backpressure can vary with grain size and shape where smaller, more spherical grain generally (but not always) increases the backpressure at a given flowrate. Cracked grain and admix can also impart significant influence on backpressure so allowances should also be made for this with a factor of safety.
An extensive literature review found previous tables and charts referencing back pressure for grains largely referenced research conducted in the United States around 1953. Some of this research may not take into account all variables influencing backpressure, in particular, grain settling or packing.
The GRDC grain storage extension team developed a method and apparatus for evaluating the backpressure induced by a range of different grains. Data for both loosely packed and settled grain was measured.
Field measurements across a range of grains and grain storage types verified the backpressure due to the grain but also determined additional backpressure was levied by the aeration delivery system. Ducting, plenums, transitions and floor grates all influence the level of backpressure experienced by the fan and can vary according to design.
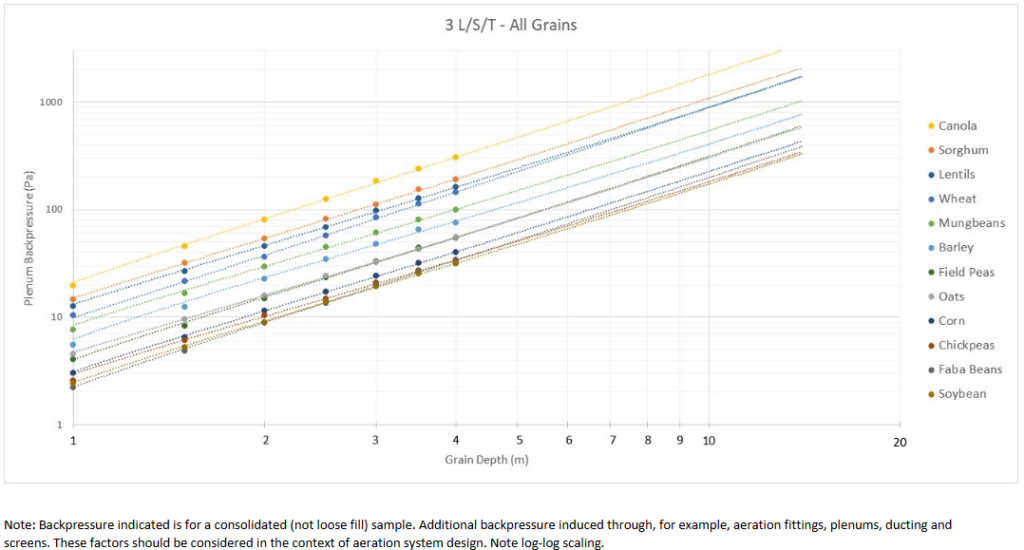
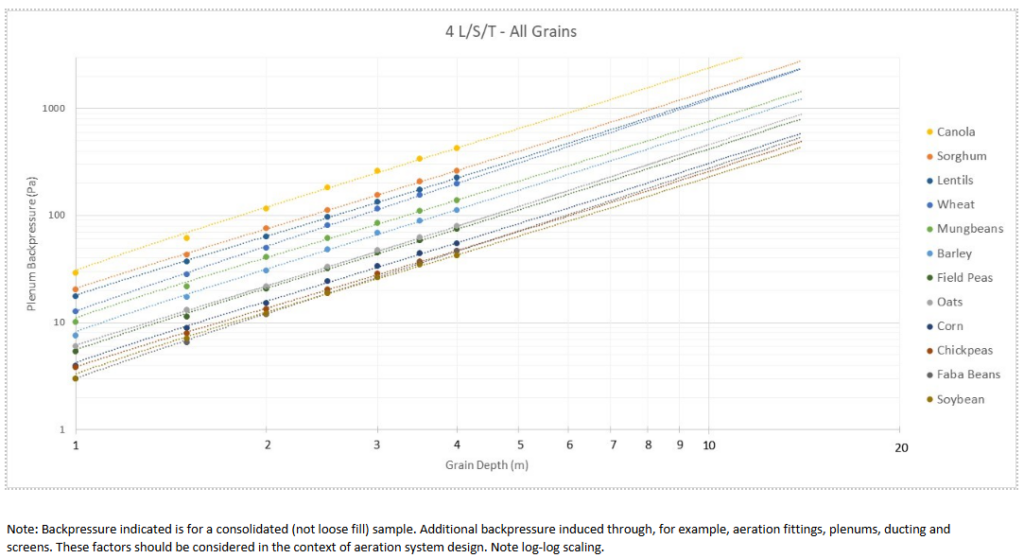
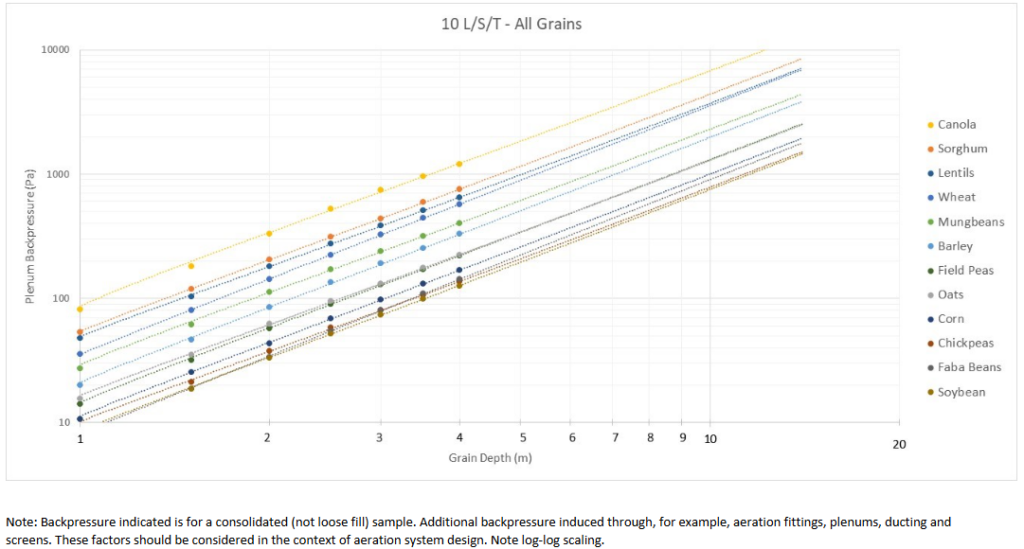
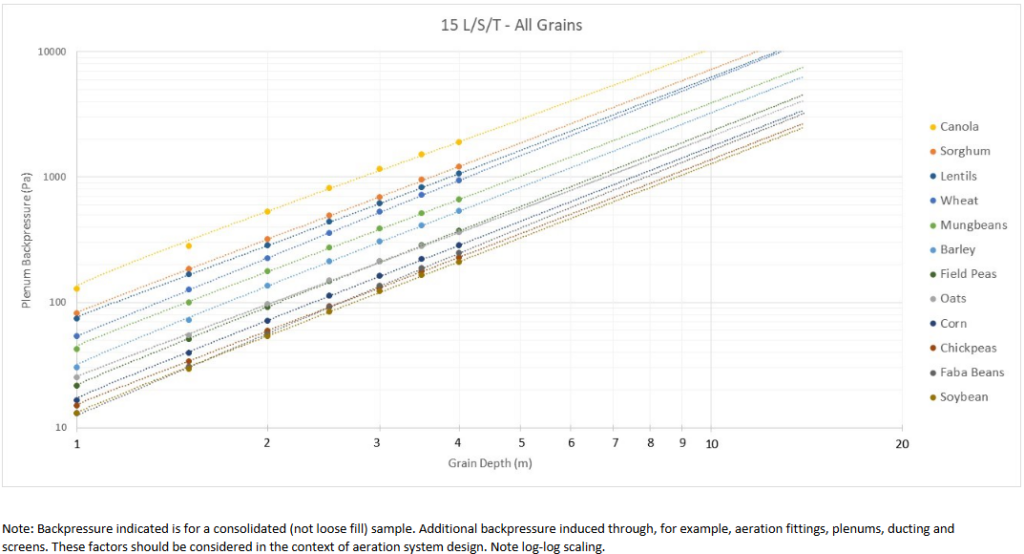
Refer to the below, plenum backpressure charts, to establish the likely range of backpressures for the grains that will be aerated in the storage at full depth and establish an airflow budget required to operate at that backpressure. Remember that these charts have logarithmic axes when referencing them.
Aeration flows in the stack will preference the path of least resistance, that is, where grain is shallowest in the silo stack and where the grain is most loosely packed. Having fan capacity capable of flowing through settled grain at the maximum depth should guide the backpressure requirement.
Identify the grain likely to be stored that imposes the highest backpressure at the desired airflow rate as this will define the system’s peak requirement.
Remember to allow an additional factor of safety for the backpressure from the aeration delivery system. Field measurements found full-floor aeration imposed the lowest additional backpressure.
For further reading see:
- Gathering knowledge: Literature review – Grain aeration backpressure (_Gathering_Knowledge)
- Aeration backpressure testing device (_Aeration_backpressure)
- Aeration backpressure: testing airflow resistance in Australian grain (_Aeration_backpressure)
- Aiflow distribution in grain silos (_Airflow_Distribution)
- Field testing aeration backpressure (_Field_Testing)
3: Aeration fan selection
Evaluate the range and performance of available fans.
Aeration fan selection takes into consideration the available power sources (single or three phase) and air flow requirement for the desired outcome, be it cooling or drying.
Manufacturers should provide a performance curve for each aeration fan as a reference for determining likely air flow within the expected backpressure range.
Applying the estimated backpressure in step 2, select an aeration fan that will deliver the required airflow at this nominated backpressure.
Where multiple fans are to be used simultaneously in a single silo, identical fans must be used and remember that the airflow delivery of a single fan is not simply multiplied. Depending on the backpressure and flow performance of the fan, a backpressure equilibrium state between the fans will see a reduction in individual fan output.
For further reading see:
- Performance testing aeration fans (Performance_testing_aeration)
4: In-Situ performance testing
Measure flow outputs through system and grain stack to ensure targets are met.
Aeration measurement in-situ ensures fans are sized appropriately.
Testing in the field requires the use of a measurement apparatus, for example a hot wire anemometer and smooth wall pipe around 8-10 diameters in length to achieve laminar air flow in the intake side of the aeration fan without impeding performance.
In-situ performance testing should be ideally conducted under the grain imposing the maximum backpressure to ensure target air flows are met under the most challenging backpressure conditions.
If aeration rates for cooling exceed a nominal 5l/s/t, consider a choke or intake baffle plate, or where fans are driven by an electronically commutated motor, reduce the speed of the fan accordingly, or turning off some fans in a multi-fan system.
To maximise efficacy, the use of an aeration fan controller is strongly advised to optimise run times and limit operation when relative humidity is above 85 per cent.